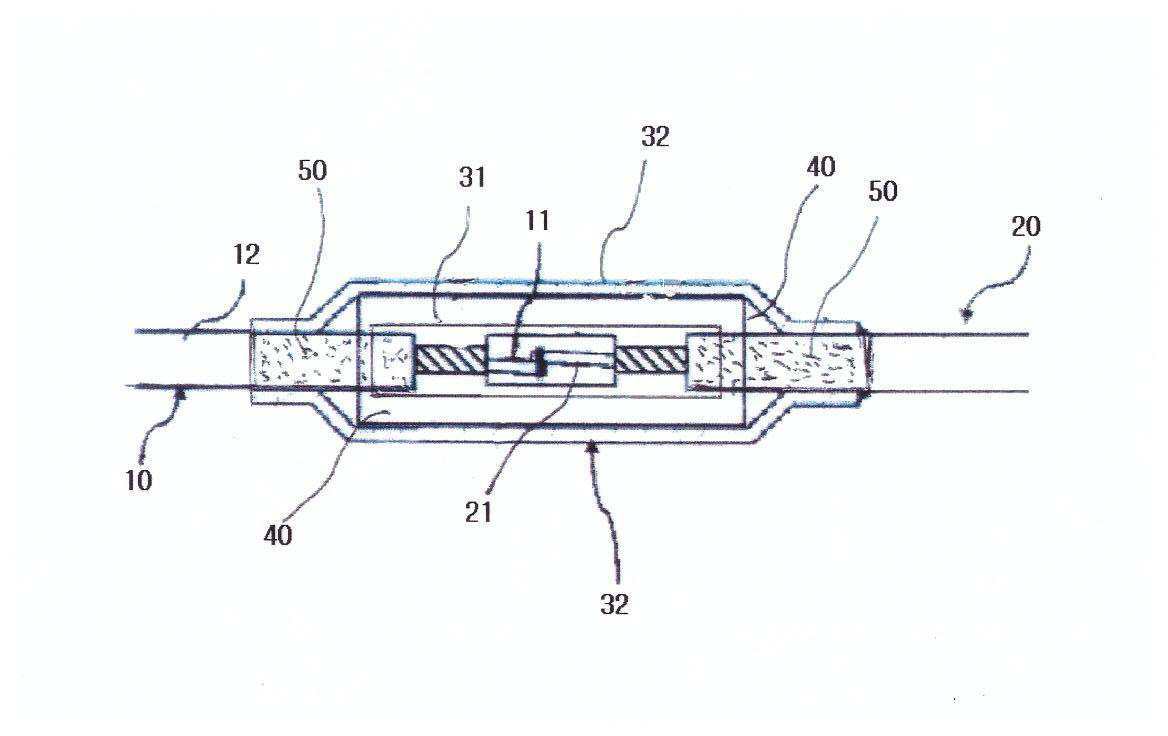
내스트레스 크랙성 및 내충격성이 강한 폴리올레핀수지(polyolefin resin)나 나일론수지 (nylon resin), 불소수지(fluoropolymer), 폴리아세탈수지(polyacetal resin), 폴리에스테르수지(polyester resin) 중에서 선택되는 고분자 수지(polymer resin)로 0.110mm 두께와 5200mm 직경의 튜브 (insert tube)를 사용하고자하는 전선이나 히팅케이블의 외경보다 내경이 작게 마이너스 공차를 갖도록 내경의 크기가 다양한 튜브를 압출하는 튜브압출단계와;상기 튜브압출단계에서 압출된 튜브를 삽입하여 사용하고자하는 전선의 외경보다 내경이 크게 플러스 공차를 갖도록 확관하여 늘림으로써 고분자의 배열이 이격된 수축튜브로 가공하는 수축튜브가공단계와;상기 수축튜브가공공정에서 가공된 수축튜브를 1300mm 크기로 절단하는 수축튜브절단단계와; 내스트레스 크랙성 및 내충격성이 강한 폴리올레핀수지나 나일론수지, 불소수지, 폴리아세탈수지, 폴리에스테르수지 중에서 선택되는 고분자 수지로 보강파이프를 압출하는 보강파이프압출단계와;상기 보강파이프압출단계에서 압출한 보강파이프를 사용용도에 따른 크기로 절단하는 보강파이프절단단계와;열선의 외주면에 고분자 수지를 일체로 압출하여 1차절연피복층을 형성하는 절연된 발열선을 구성하는 발열선제조단계와;상기 발열선 제조단계에서 절연되도록 1차절연피복층을 형성한 다수의 발열선을 집합하여 그 외주연에 고분자 수지로 압출하여서 2차절연보호피복층을 형성한 히팅케이블을 제조하는 히팅케이블제조단계와;상기 히팅케이블제조단계에서 제조된 히팅케이블을 사용용도에 따른 길이로 절단하여 재단하는 히팅케이블재단단계와;일단에 콘센트에 결합하여 전원을 인가하도록 플러그를 구성한 리드선을 구성하는 리드선구성단계와;상기 리드선 구성단계에서 얻어진 리드선의 절연피복을 탈피하고, 상기 히팅케이블재단단계에서 사용용도에 따른 길이로 절단하여 재단한 히팅케이블 단부의 2차절연보호피복층을 탈피한 다음, 상기 2차절연보호피복층을 탈피하여 노출된 발연선의 1차절연피복층을 탈피하여 리드선연결부를 형성하는 리드선연결준비단계와;히팅케이블 단부의 일부와 일단에 콘센트에 결합하여 전원을 인가하도록 플러그를 구성한 리드선의 단부의 일부를 비닐트리메톡시 실란이나, 비닐트리에톡시 실란, 비닐-트리스(2-메톡시-에톡시-)실란, 3-메타아크릴옥시프로필트리메톡시 실란, 3-메타크릴옥시프로필트리 에톡시 실란, 비닐디메틸에톡시 실란, 비닐메틸디부톡시 실란이 단독 또는 2종 이상 조합하여 1025중량부가 사용된 반응성실란이 담긴 코팅욕조에 함침 시키면서 50100℃로 유지되는 가열오븐 이나 히터박스를 통과시켜 외주면에 반응성실란을 0.110μm의 두께로 코팅하여 접착층을 형성시키는 접착층형성단계와;상기 리드선연결준비단계에서 절연피복층을 탈피한 히팅케이블의 2차절연보호피복층과 발열선의 1차절연피복층에 각각 수축튜브가공공정에서 가공하여 수축튜브절단단계에서 절단한 수축튜브를 삽입하는 수축튜브삽입단계와;상기 리드선측에 보강파이프를 삽입하는 보강파이프삽입단계와;수축튜브가 삽입되고 보강파이프가 삽입된 히팅케이블의 발열선과 리드선의 전선을 용접이나 단자클립으로 클램핑하는 방법으로 일체로 연결하여 통전하도록 결합하는 접속연결단계와;상기 접속연결단계에서 히팅케이블의 발열선과 리드선의 전선을 연결한 접속연결부위에 발열선의 1차절연피복층에 삽입한 수축튜브를 덮어씌우도록 하여서 수축튜브에 열풍이나 핫건으로 열풍을 가하여 수축튜브를 수축시켜서 수축튜브가 접속연결부위에 일체로 밀착접합되어서 절연하도록 하는 1차수축튜브절연단계와;상기 1차수축튜브절연단계에서 각각의 발열선과 전선을 접속연결하여 수축튜브로 절연한 부위가 보호되도록 리드선에 삽입하여 준비한 보강파이프를 접속연결부위로 옮겨서 보강파이프의 양단이 리드선의 외피와 히팅케이블의 2차절연보호피복층을 덮도록 씌우는 접속연결부보호단계와;상기 히팅케이블에 삽입하여 준비한 2차수축튜브를 옮겨서 접속연결부위를 보호하도록 내부로 삽입하여 씌운 보강파이프를 덮어씌워서 양단이 리드선의 외피와 히팅케이블의 2차절연보호피복층을 덮도록 한 다음 수축튜브를 열풍이나 핫건으로 가열하여 수축시켜서 수축튜브가 리드선의 외피와 보강파이프, 히팅케이블의 2차절연보호피복층 외주면에 일체로 밀착접합되어서 기밀보호 하도록 하는 2차수축튜브결합단계로 이루어지는 것을 특징으로 하는 히팅케이블의 전원연결부 보호방법.