| 번호 | 청구항 |
|---|---|
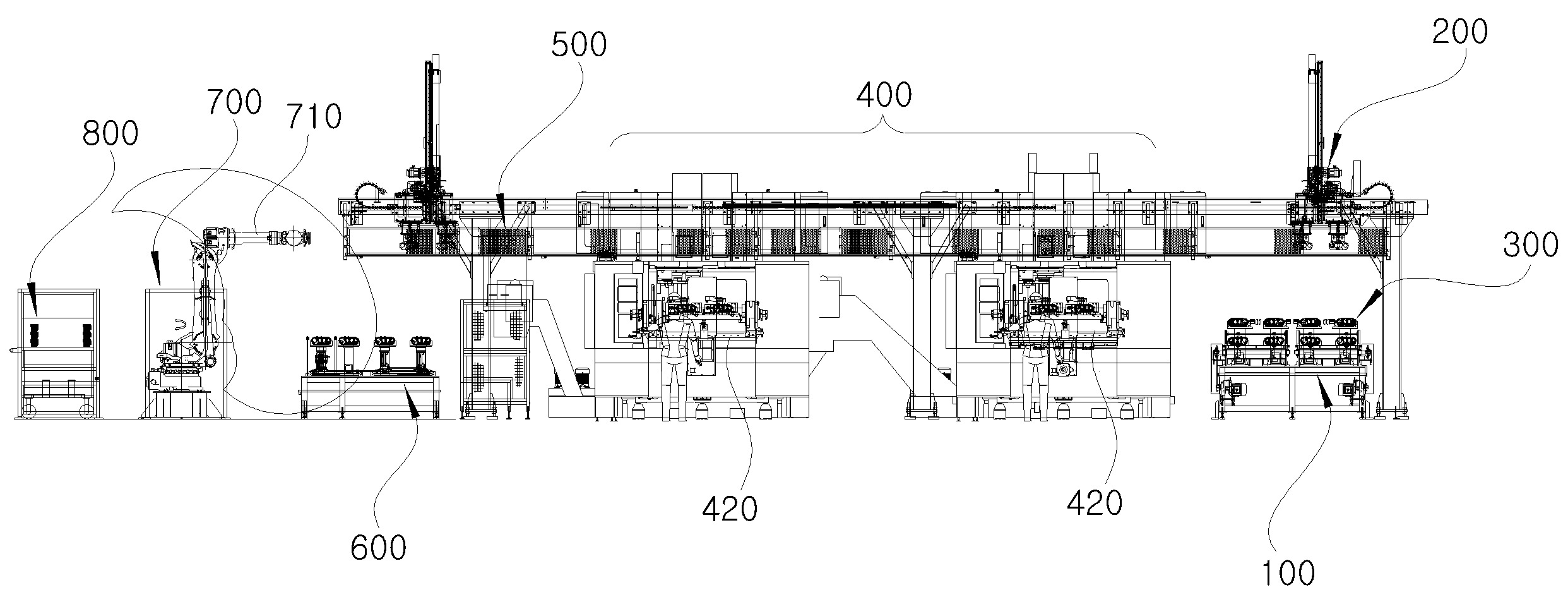
| 1 | 상하측에 기준면(A1)이 가공된 트랙링크 소재(A)를 정렬 투입하도록 구비되는 로딩부(100);스위치 작동에 의해 자력이 생성(on) 또는 상실(off)되어서 트랙링크 소재(A)를 탈부착 시키는 자력클램프(210)와, 자력클램프(210)의 이동을 제어하는 x, y, z축 이송모듈(220)(230)(240)이 구비되는 겐트리로봇(200);상기 겐트리로봇(200)에 의해 로딩부(100)에서 반송되는 트랙링크 소재(A)를 가압하여 x, y축 평면상에서 운반될 정위치로 세팅하여, 겐트리로봇(200)에 의해 트랙링크 소재(A)를 절삭가공부(400) 안의 정위치에 투입될 수 있도록 구비되는 기준점세팅부(300);상기 겐트리로봇(200)에 의해 기준점세팅부(300)에서 반송되는 트랙링크 소재(A)를 클램핑한 상태로 절삭각도 조절하는 인덱스지그(420)가 설치되고, 인덱스지그(420)와 연계되어 트랙링크 소재(A) 상에 링크 핀홀(A2) 보링가공 및 슈 체결홀(A3) 드릴가공을 수행하도록 구비되는 절삭가공부(400);상기 겐트리로봇(200)에 의해 절삭가공부(400)에서 반송되는 트랙링크 소재(A)를 저속 이동하면서 압축공기 분사에 의해 칩, 절삭유를 포함하는 이물질을 제거하도록 구비되는 에어세척부(500); 및세척된 트랙링크 소재(A)를 로봇팔(710)로 가공실 내부로 반송하고, 각삭 바이트(720)를 이용하여 슈 체결홀(A3)과 직교하는 내측 단부에 너트안착면(A4)을 가공하도록 구비되는 각삭가공부(700);를 포함하고, 상기 겐트리로봇(200)은 로딩부(100)에서 기준점세팅부(300) 측으로 트랙링크 소재(A) 반송, 기준점세팅부(300)에서 절삭가공부(400) 측으로 트랙링크 소재(A) 로딩, 절삭가공부(400)에서 가공공정이 완료된 트랙링크 소재(A)를 언로딩하여 에어세척부(500)로 투입시키는 것을 특징으로 하는 트랙링크 가공 자동화 시스템. |