| 번호 | 청구항 |
|---|---|
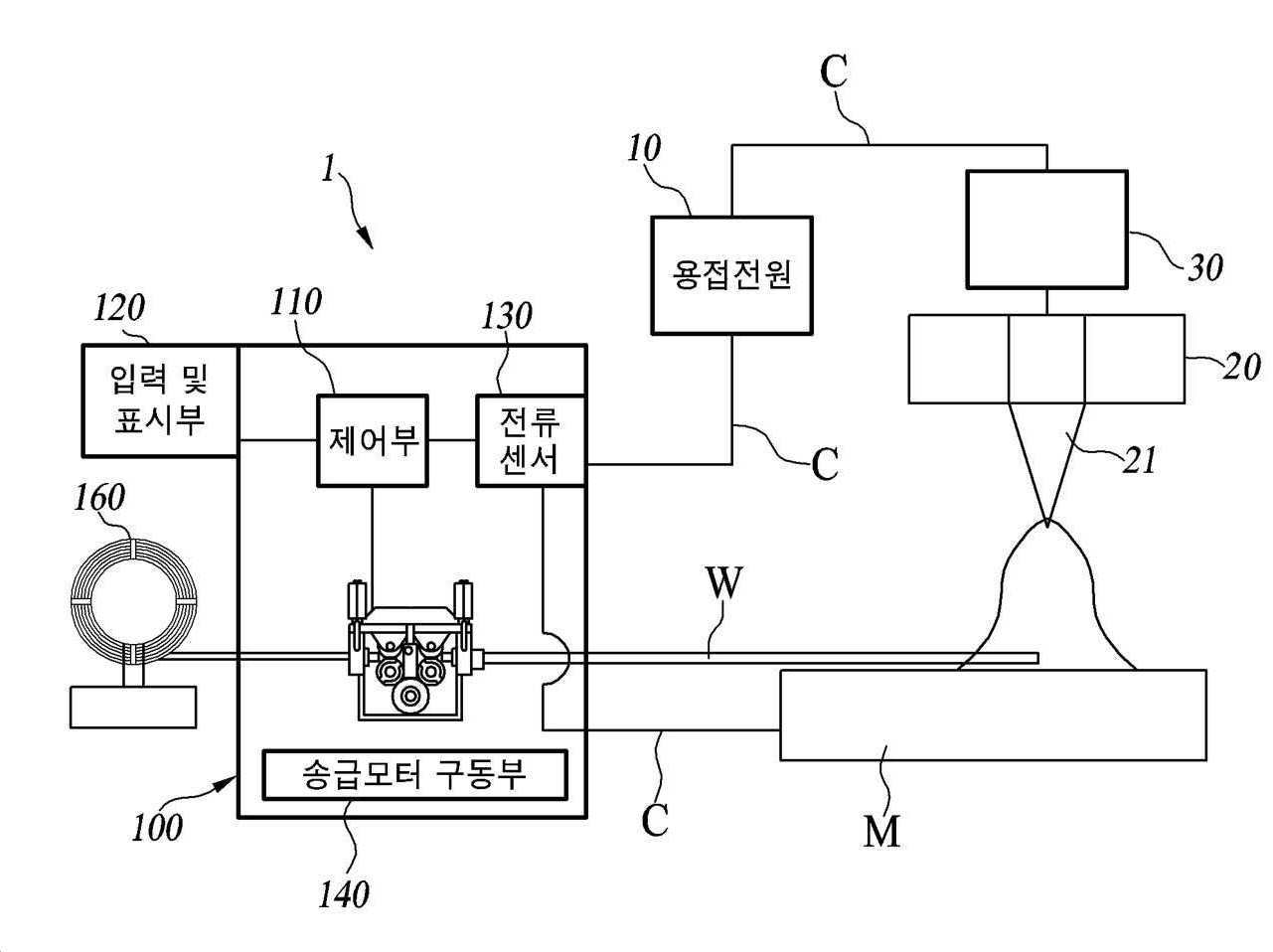
| 1 | 용접 토치의 끝단이 설정된 진폭과 설정된 진동 주파수로 진동 운동을 수행하면서 용접선 방향으로 진행하는 오실레이션 작동을 하도록 제어하며,아크 전압이 설정된 기준 범위 내에 유지되도록 상기 용접 토치의 끝단을 이동하여 상기 용접 토치의 끝단과 모재 사이의 거리가 설정된 범위 내에 유지되도록 제어하며,상기 용접 토치의 끝단이 상기 오실레이션 작동의 진폭의 끝단부에 위치되는 경우에 용가재가 공급되는 끝단부 송급 속도가 설정된 기준 송급속도보다 작도록 제어하는 용접장치로 튜브시트 용접 시 제어알고리즘을 이용한 용착 제어 방법에 있어서,용접위치를 조정하는 제1단계(S100);아크 발생 신호 검출에 따라 시퀀스 제어를 하는 제2단계(S200);용접 토치와 용접 모재 사이에 고압을 발생시키는 제3단계(S300);용접을 시작하는 제4단계(S400);용접을 종료하는 제6단계(S600);상기 제4단계(S400) 및 상기 제6단계(S600)에서 용접 조건에 따라 가스의 흐름을 제어하는 제5단계(S500);상기 제6단계(S600)에서 송급모듈 신뢰성 테스트를 위해서 자동 용접장치를 시작,업 슬로프(Up slope), 종료, 다운 슬로프(Down slope)의 과정을 반복하는 제7단계(S700);과전류, 과대입력전압, 과소입력전압, 출력 단락, 정전류 회로가 이상이 발생하는 경우, 회로를 보호하는 보호회로를 동작하여 장치를 정지하는 제8단계(S800);상기 제8단계(S800)에서, 튜브시트의 오버레이 용접을 하는 고온 내부식 환경에서 사용자가 요구하는 용접두께를 만족시키기 위한 모재의 희석률을 계산하는 단계(S900);로 구성되며,상기 제1단계(S100)는,상기 자동 용접장치의 전류조정기에 의해 미리 설정된 기준신호를 CT를 통해 전류 피드백 신호와 비교하여 검출하는 제1-1단계(S110)를 포함하고,상기 제2단계(S200)는 정전류 제어를 시작하는 제2-1단계(S210); 고압발생회로를 차단하는 제2-2단계(S220); 출력표시 램프를 점등하는 제2-3단계(S230); 펄스회로를 동작하는 제2-4단계(S240)를 포함하고, 설정된 용착 단면적과 설정된 용접선 방향의 용접 속도로부터 용가재 송급속도가 결정되는 것을 특징으로 하는 자동 용접 제어알고리즘을 이용한 용착 제어 방법. |