| 번호 | 청구항 |
|---|---|
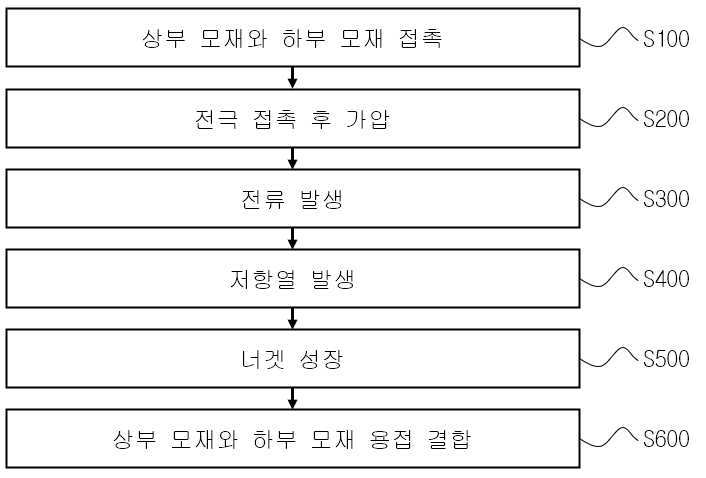
| 1 | 상부 모재(100)와 하부 모재(200)가 접촉된 후 전극(300)에 의해 발생되는 전류를 업슬로프 제어하여 저항 점 용접하는 핫스탬핑강 저항 점 용접의 업슬로프 전류 제어에 의한 표면날림 억제 방법에 있어서,상기 상부 모재(100)의 저면과 상기 하부 모재(200)의 상면이 서로 접촉하는 제1 단계(S100);상기 상부 모재(100)의 상면과 상기 하부 모재(200)의 저면에 각각 상기 전극(300)이 접촉되어 수직 방향 압력을 가하는 제2 단계(S200);상기 상부 모재(100)의 상면에 접촉된 상기 전극(300)에서 전류가 발생되는 제3 단계(S300);상기 제3 단계(S300)에서 발생된 전류에 의해 상기 상부 모재(100)와 상기 하부 모재(200) 사이에서 저항열이 발생되는 제4 단계(S400);상기 제4 단계(S400)에서 발생된 저항열에 의해 상기 상부 모재(100)와 상기 하부 모재(200) 사이에 너겟(400)이 성장되는 제5 단계(S500); 및상기 제5 단계에서 성장된 상기 너겟(400)에 의해 상기 상부 모재(100)와 상기 하부 모재(200)가 서로 용접 결합되는 제6 단계(S600)를 포함하고,상기 전극(300)에서 발생되는 전류는 상기 전극(300)이 오정렬된 경우 표면날림을 억제하기 위해 업슬로프 형태로 증가되고,상기 전극(300)이 오정렬된 각도에 기초되어 업슬로프 시간은 수식 1에 기초되는 것을 특징으로 하는 핫스탬핑강 저항 점 용접의 업슬로프 전류 제어에 의한 표면날림 억제 방법.(수식 1)t = 1.5d - 3.33{상기 t는 상기 전극(300)에서 발생되는 전류가 업슬로프 형태로 증가되는 업슬로프 시간, 상기 t의 단위는 cy로 1cy는 0.0167초, 상기 d는 상기 전극(300)이 오정렬된 각도, 상기 d의 단위는 도} |