| 번호 | 청구항 |
|---|---|
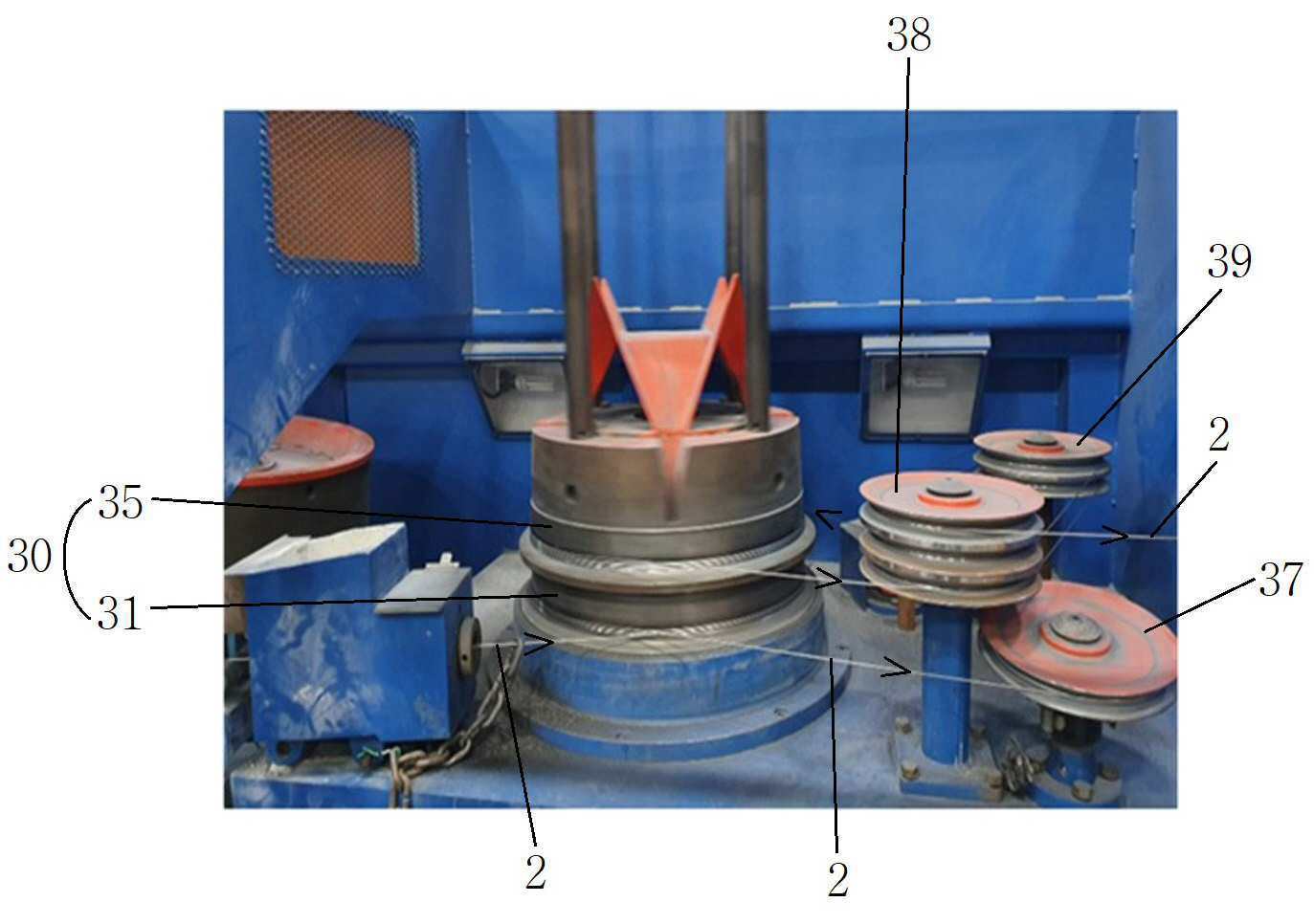
| 1 | 스풀장치를 통한 정밀스프링용 강선 제조방법을 구성함에 있어서,입고되어 준비된 연질의 와이어(2)가 공급이동 중에 다른 곳에 부딪치지 않도록 일렬로 직선이동 되게하여 상기 와이어(2)의 표면에 스크래치 또는 흠결이 발생하지 않도록 하면서 원활하게 공급토록 하는 와이어공급단계(S1);상기 와이어(2)를 신선윤활제로 피막시킨 다음, 9〜17개의 다이스를 일정간격으로 배열하여 다이스 측으로 공급되는 상기 와이어(2)를 통과시키면서 연신하여 와이어(2)의 일정한 직경 및 진원도가 형성되게 하는 신선단계(S2);상기 와이어(2)의 표면을 탈지시키고, 열처리 한 후, 신선윤활제로 피막시킨 다음, 상기 와이어(2)의 권취시작부 지점에 원형 테두리면을 갖는 제품블럭(30)을 구비하되, 상기 제품블럭(30)은 와이어(2)가 안착된 상태로 회전되는 하단블럭(31)과, 상기 하단블럭(31)의 상부에 하단블럭(31)의 직경 보다 작은 직경을 갖도록 형성되는 상단블럭(35)으로 구성되어, 상기 제품블럭(30)의 인근에 구비된 다수의 이송롤러(37,38,39)와의 사이에서 와이어(2)가 설정된 텐션을 유지하는 상태로 이동되면서 동심원과 평면성을 확보토록 하는 와이어 형상 결정단계(S3);상기 와이어 형상 결정단계(S3)를 통해 공급되는 와이어(2)를 상하로 수직왕복 이동되는 트래보스(90)에 통과시켜 와이어(2)의 장력을 조절한 상태로 보빈(80)의 외면전체에 균일하게 권취되게 하는 스풀권취단계(S4);상기 보빈(80)에 권취된 와이어(2)를 목표중량치에 맞도록 절단 후, 상기 보빈(80)을 외측으로 이동시킨 다음, 상기 와이어(2)의 동심원 및 평면성을 검사하는 단계(S5);상기 검사완료된 와이어(2)를 보빈(80) 상에서 포장하는 단계(S6);를 포함하여 이루어짐을 특징으로 하는 스풀장치를 통한 정밀스프링용 강선 제조방법. |