| 번호 | 청구항 |
|---|---|
| 5 | 제 1 항에 있어서,상기 공정 설계 단계 이전에, 공정을 입력하고, 이 입력된 공정에 대한 시뮬레이션을 통해 가공 예측 시간을 산출하며, 산출된 가공 예측 시간을 상기 수치제어 장치의 가공 일정에 적용하는 가공 시간 설정 단계;를 더 포함하는 것을 특징으로 하는 금형 제조 방법. |
| 6 | 제 1 항 또는 제 5항에 있어서,공구 파손이 검출되는 경우 상기 수치제어 장치를 정지하는 공구 파손 검출 단계;를 더 포함하는 것을 특징으로 하는 금형 제조 방법. |
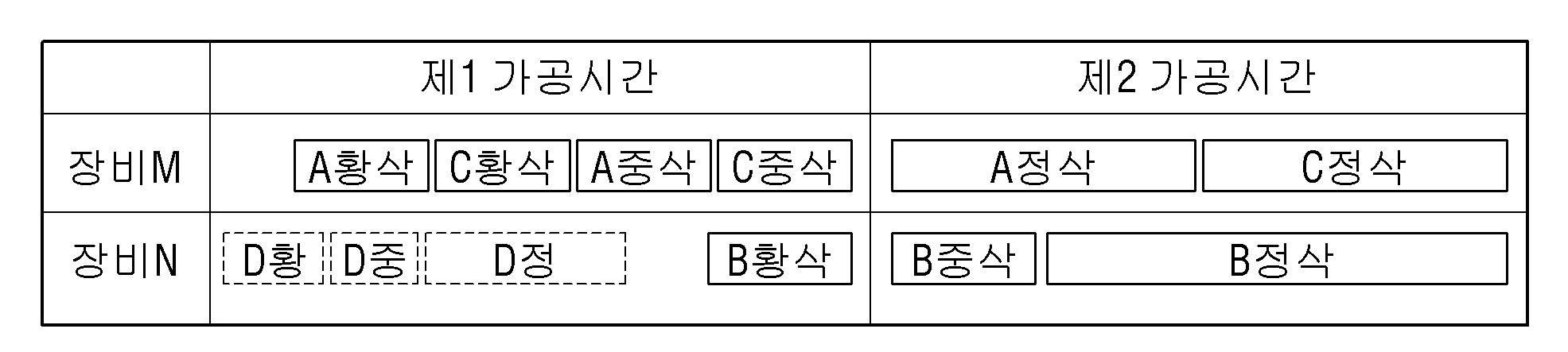
| 1 | 설계된 형상을 수치제어 장치를 이용하여 제 1 및 제 2 가공시간 동안 가공하는 금형 제조 방법에 있어서,상기 제 2 가공시간에 무인 정삭 가공 계획을 설정한 후, 상기 제 1 가공시간에 황삭 가공을 계획하는 공정 설계 단계: 및상기 공정 설계 단계에서 수립된 공정 계획 정보를 이용하여 가공하는 단계;를 포함하는 것을 특징으로 하는 금형 제조 방법. |
| 2 | 제 1 항에 있어서,상기 공정 설계 단계에서 상기 공정은 절삭 공정별로 계획되는 것을 특징으로 하는 금형 제조 방법. |
| 3 | 제 1 항에 있어서,상기 공정 설계 단계에서 상기 제 2 가공시간에 수행하는 무인 정삭 가공 속도는 상기 제 1 가공시간에 수행하는 정삭 가공 속도 보다 느리게 설정하는 것을 특징으로 하는 금형 제조 방법. |
| 4 | 제 1 항에 있어서,상기 수치제어 장치를 통한 가공은 순차적으로 수행되는 황삭, 중삭 및 정삭 가공을 포함하며,상기 공정 설계 단계에서 상기 제 1 가공시간에 추가로 정삭 가공 계획을 설정하는 것을 특징으로 하는 금형 제조 방법. |
| 7 | 제 5 항에 있어서,상기 공구 파손 검출 단계는 실시간으로 가공 상태를 모니터링하고 가공 전과 후의 공구 길이를 각각 측정하여 공구 파손 여부를 검출하는 것을 특징으로 하는 금형 제조 방법. |
| 8 | 제 1 항에 있어서,상기 가공 단계 이전에 가공 전 시뮬레이션을 통해 공정에 표준가공조건을 적용하는 시뮬레이션 단계;를 포함하는 것을 특징으로 하는 금형 제조 방법. |
| 9 | 제 1 항에 있어서,상기 제 2 가공시간은 작업자 없이 무인 가공이 진행되는 시간인 것을 특징으로 하는 금형 제조 방법. |
| 10 | 제 1 항에 있어서, 상기 공정 설계 단계에서 제 2 가공시간에 설정된 무인 정삭 가공 계획에 앞서 추가로 무인 중삭 가공 계획을 설정하는 것을 특징으로 하는 금형 제조 방법. |
| 11 | 제 1 항에 있어서,상기 공정 설계 단계에서 제 1 가공시간에 설정된 황삭 가공 계획에 이어서 추가로 중삭 가공 계획을 설정하는 것을 특징으로 하는 금형 제조 방법. |