| 번호 | 청구항 |
|---|---|
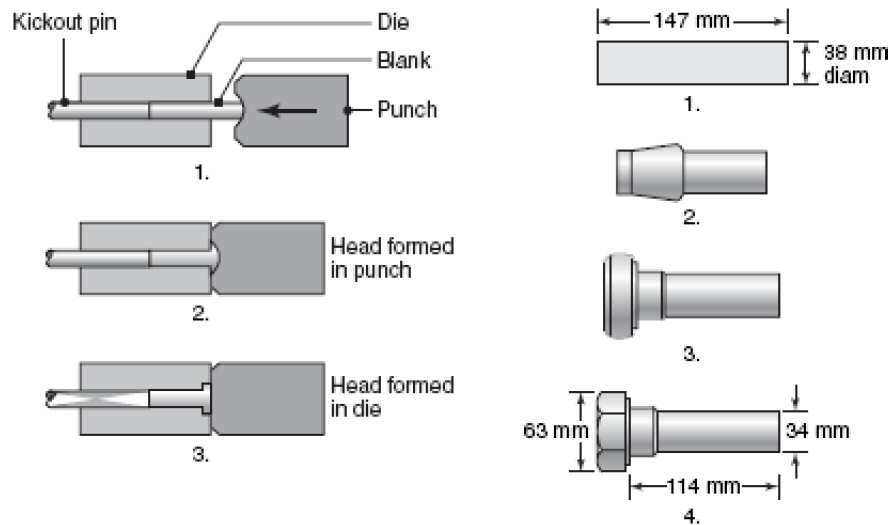
| 1 | 커먼레일 파이프의 헤딩 공정에 있어서:헤딩 장치는 펀치금형, 다이금형, 방출핀, 이송부를 포함하고,이송부에 의해 커먼레일 파이프를 상기 다이금형에 안착시키는 안착단계;상기 안착단계 후, 펀치금형으로 커먼레일 파이프를 타격하여 성형시키는 성형단계; 및상기 성형단계 후, 방출핀에 의해 가공된 커먼레일 파이프가 다이금형으로부터 방출되는 방출단계;를 포함하는 커먼레일 파이프의 헤딩 공정. |
| 2 | 제1항에 있어서, 상기 성형단계에서 내부에 소정의 공간을 구비한 펀치금형 및 다이금형에 의해 커먼레일 파이프가 성형되는 것을 특징으로 하는 커먼레일 파이프의 헤딩 공정. |
| 3 | 성형 전, 후의 커먼레일 파이프를 이송시키는 이송부,커먼레일 파이프의 외주면을 고정시키는 다이금형,상기 다이금형에 고정되는 커먼레일 파이프의 일측을 타격하는 펀치금형, 및상기 펀치금형에 의해 성형된 커먼레일 파이프를 다이금형으로부터 탈거시키는 방출핀을 포함하여 구성되는 커먼레일 파이프 헤딩 장치. |
| 4 | 제3항에 있어서,상기 다이금형 및 펀치금형 내부에 소정의 공간이 형성되어 있고, 상기 소정의 공간에 의해 커먼레일 파이프가 성형되는 것을 특징으로 하는 커먼레일 파이프 헤딩 장치. |
| 5 | 제3항의 커먼레일 파이프 헤딩 장치를 사용하여 커먼레일 파이프의 면취 각도 설계 방법에 있어서:상기 커먼레일 파이프 헤딩 장치를 모델화하여 유한요소 해석하는 장치가 구비되고;상기 커먼레일 파이프의 면취각도, 면취부직경 및 가공길이를 변수로 하여, 각 경계조건 및 케이스를 설정하여 커먼레일 파이프의 헤딩 공정을 모델링하는 모델링 단계;상기 모델링 단계 후, 응력이 발생하는 부분을 중심으로 해석하는 해석 단계; 및상기 해석 단계 후, 사용자의 선택에 따라 설정된 샘플 포인트에서 변형률 값을 측정하는 측정 단계를 포함하는 커먼레일 파이프의 면취 각도 설계 방법. |
| 6 | 제5항에 있어서,상기 면취 각도는 10°내지 45°,상기 면취부 직경은 5mm 내지 6.5mm, 및상기 가공길이는 6.5mm 내지 7.5mm 범위에서 설정되는 것을 특징으로 하는 커먼레일 파이프의 면취 각도 설계 방법. |
| 7 | 제5항에 있어서,상기 샘플 포인트는 5 내지 15개로 설정되는 것을 특징으로 하는 커먼레일 파이프의 면취 각도 설계 방법. |