| 번호 | 청구항 |
|---|---|
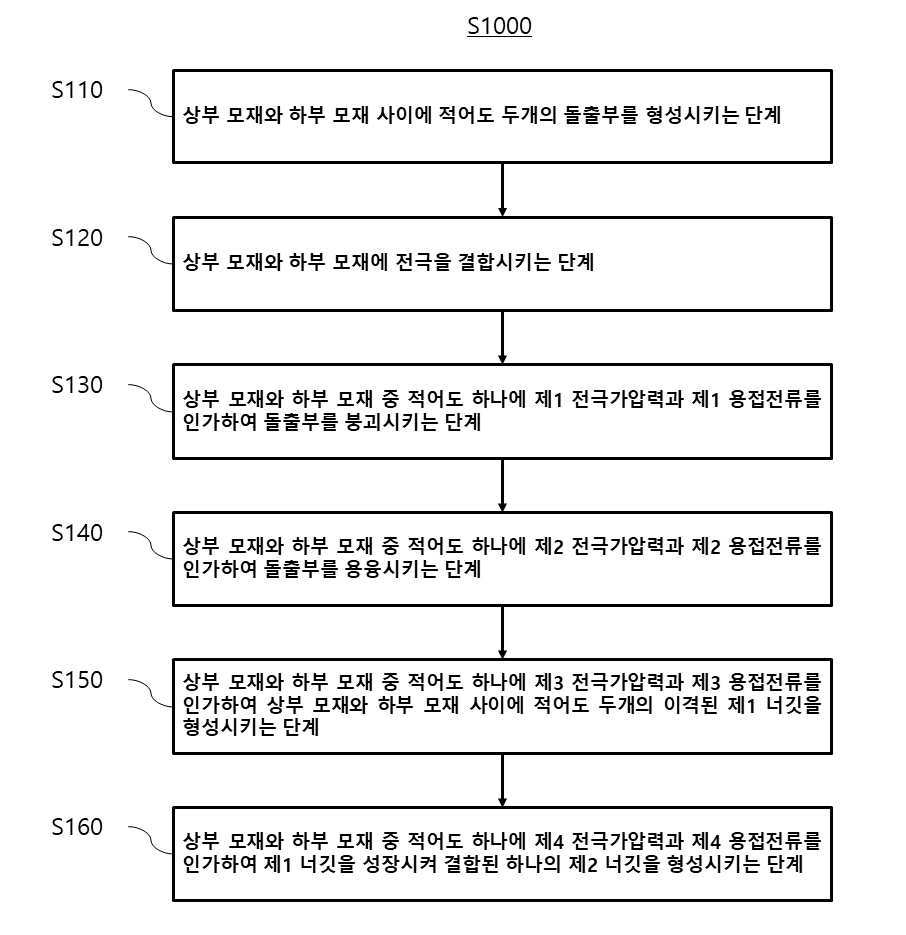
| 1 | 플랜지 길이 단축을 위한 자동차 판재 용접방법에 있어서,상부 모재(100)와 하부 모재(200) 사이에 적어도 두개의 돌출부(300)를 형성시키는 단계(S110);상기 상부 모재(100)와 상기 하부 모재(200)에 전극(400)을 결합시키는 단계(S120);상기 상부 모재(100)와 상기 하부 모재(200) 중 적어도 하나에 제1 전극가압력과 제1 용접전류를 인가하여 상기 돌출부(300)를 붕괴시키는 단계(S130);상기 상부 모재(100)와 상기 하부 모재(200) 중 적어도 하나에 제2 전극가압력과 제2 용접전류를 인가하여 상기 돌출부(300)를 용융시키는 단계(S140);상기 상부 모재(100)와 상기 하부 모재(200) 중 적어도 하나에 제3 전극가압력과 제3 용접전류를 인가하여 상기 상부 모재(100)와 상기 하부 모재(200) 사이에 적어도 두개의 이격된 제1 너깃(500)을 형성시키는 단계(S150); 및상기 상부 모재(100)와 상기 하부 모재(200) 중 적어도 하나에 제4 전극가압력과 제4 용접전류를 인가하여 상기 제1 너깃(500)을 성장시켜 결합된 하나의 제2 너깃(600)을 형성시키는 단계(S160); 를 포함하는 것을 특징으로 하는 플랜지 길이 단축을 위한 자동차 판재 용접방법. |
| 2 | 제1항에 있어서,상기 전극(400)과 상기 상부 모재(100) 및 상기 하부 모재(200)의 접촉단면적은 상기 돌출부(300)와 상기 상부 모재(100) 및 상기 하부 모재(200)의 접촉단면적 보다 큰 것을 특징으로 하는 플랜지 길이 단축을 위한 자동차 판재 용접방법. |
| 3 | 제2항에 있어서,상기 전극(400)의 접촉부(410)는 육면체 형상인 것을 특징으로 하는 플랜지 길이 단축을 위한 자동차 판재 용접방법. |
| 4 | 제1항에 있어서,상기 제1 용접전류 내지 상기 제4 용접전류 중 적어도 어느 하나의 전류파형은 업슬로프 형태인 것을 특징으로 하는 플랜지 길이 단축을 위한 자동차 판재 용접방법. |
| 5 | 제1항에 있어서,상기 제1 전극가압력 내지 상기 제4 전극가압력 중 적어도 어느 하나의 가압력파형은 다운슬로프 형태인 것을 특징으로 하는 플랜지 길이 단축을 위한 자동차 판재 용접방법. |