| 번호 | 청구항 |
|---|---|
| 1 | 금속재의 저항 점 용접을 진행하며 저항을 측정하는 단계;상기 측정된 저항 값으로부터 동 저항 커브를 추출하는 단계;상기 동 저항 커브에서 β-피크(peak)를 추출하는 단계;상기 동 저항 커브에서 저항의 최대값과 최종 값의 차(X3), 저항 값이 최대일때부터 용접이 끝날때까지의 시간(X7) 및 상기 X3 및 X7을 곱한 값(X11)을 도출하는 단계; 및상기 X3, X7 및 X11을 통해 선형회귀분석으로 너겟 직경을 도출하는 단계를 포함하는저항 점 용접의 품질 평가 방법. |
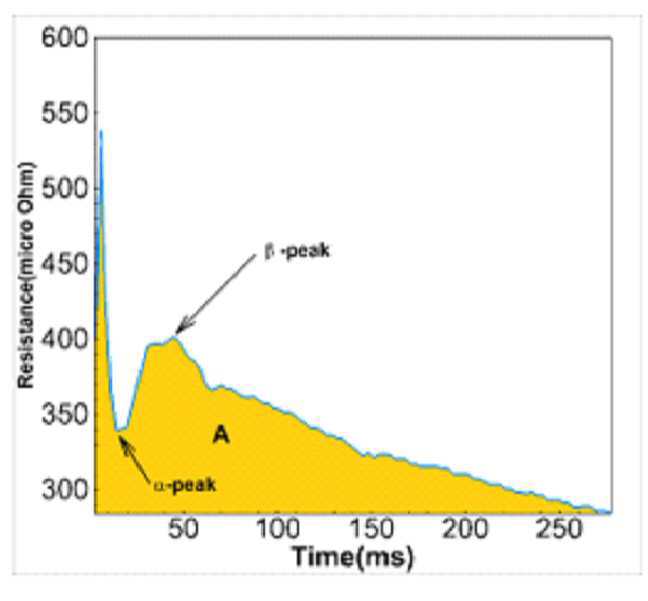
| 2 | 제1항에 있어서,상기 β-피크(peak)는 동 저항 커브 상에서 저항 점 용접에서 용융이 시작되는 점이며, 너겟이 생성이 시작되는 시점의 저항 값인저항 점 용접의 품질 평가 방법. |
| 3 | 제1항에 있어서, 상기 β-피크(peak)를 계산하는 방법은 하기 식 1에 의하는 것인저항 점 용접의 품질 평가 방법:[수학식 1]여기서, EH는 히팅 에너지(Heating Energy)이며, I는 저항 점 용접에서 가해지는 전류이며, B는 히팅 에너지의 면적에 대한 값으로, 동 저항 커브에서 β-피크까지의 면적이다. |
| 4 | 제1항에 있어서,상기 금속재는 아연도금강판인 SGAPH440인저항 점 용접의 품질 평가 방법. |
| 5 | 제4항에 있어서,상기 아연도금강판인 SGAPH440은 하기 식 2에 의해 너겟 직경을 도출하는저항 점 용접의 품질 평가 방법:[수학식 2]여기서, X3는 아연도금강판인 SGAPH440의 동 저항 커브에서 저항의 최대값과 최종 값의 차이며,X7은 상기 동 저항 커브에서 저항 값이 최대일때부터 용접이 끝날때까지의 시간이며,X11은 상기 X3 및 X7을 곱한 값이다. |
| 6 | 제1항에 있어서,상기 금속재는 도금재 핫스탬핑재인 SABC1470인저항 점 용접의 품질 평가 방법. |
| 7 | 제6항에 있어서,상기 도금재 핫스탬핑재인 SABC1470는 하기 식 3에 의해 너겟 직경을 도출하는저항 점 용접의 품질 평가 방법:[수학식 3]여기서, X3는 도금재 핫스탬피재인 SABC1470의 동 저항 커브에서 저항의 최대값과 최종 값의 차이며,X7은 상기 동 저항 커브에서 저항 값이 최대일때부터 용접이 끝날때까지의 시간이며,X11은 상기 X3 및 X7을 곱한 값이다. |