폐플라스틱을 활용한 콘크리트 골재 및 그 제조 방법
Concrete aggregate using waste plastic and manufacturing method thereof
특허 요약
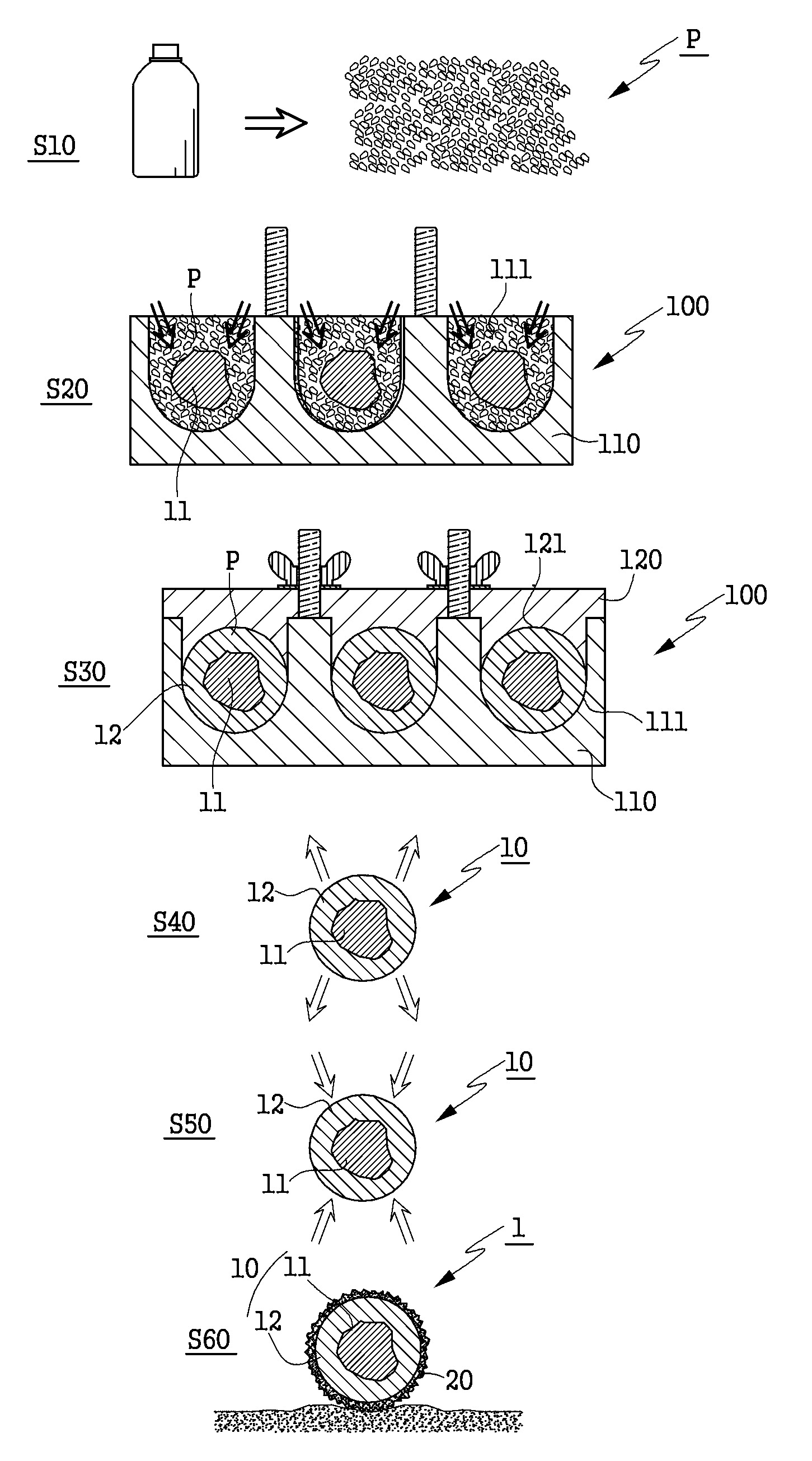
본 발명은 폐플라스틱을 활용한 콘크리트 골재 및 그 제조 방법 관한 것으로, 폐플라스틱을 분쇄하는 단계, 기설정된 굵기의 중심부재와 분쇄된 폐플라스틱을 성형틀에 넣고 가열하는 단계, 가열된 상기 중심부재와 상기 폐플라스틱을 압축하여 제1 코팅층이 형성된 복합재를 성형하는 단계, 상기 복합재를 냉각하여 경화시키는 단계, 경화된 상기 복합재를 가열하는 단계 및 가열된 상기 복합재의 표면을 탄화규소로 코팅하여 제2 코팅층을 형성하는 단계를 포함한다.
청구항
| 번호 | 청구항 |
|---|---|
| 1 | 수거된 폐플라스틱을 세척하여 오염을 제거하고 분쇄장치를 이용하여 3㎜ 내지 15㎜ 크기로 폐플라스틱을 분쇄하는 단계,5㎜ 체에 거의 모두 남아 있는 입상상태의 굵은 골재인 중심부재와 분쇄된 폐플라스틱을 열전도율이 높고 내구성을 강화시킨 알루미늄합금으로 만들어진 성형틀에 넣고 110℃ 내지 230℃ 온도로 가열하는 단계,가열된 상기 중심부재와 상기 폐플라스틱을 0.1MPa 내지 1MPa 압력으로 압축하여 제1 코팅층이 형성된 15㎜ 내지 20㎜ 지름의 복합재를 성형하는 단계,성형된 상기 복합재를 상기 성형틀에서 인출하여 상온에서 1시간 내지 3시간 냉각하여 경화시키는 단계,경화된 상기 복합재의 제1 코팅층 표면이 부드럽게 되도록 90℃ 내지 110℃로 가열하는 단계 및부드러워진 제1 코팅층의 표면에 탄화규소를 도포하여 제2 코팅층을 형성하는 단계를 포함하며,상기 성형틀은 하형과 상형으로 구분되며, 상기 상형의 돌출형 압축기둥과 상기 하형의 성형홈이 맞물려 지름이 15㎜ 내지 20㎜인 상기 복합재를 압축 성형하고, 상기 중심부재의 두께와 상기 제1 코팅층의 두께는 1:0.4 내지 0.5인폐플라스틱을 활용한 콘크리트 골재 제조 방법. |
| 2 | 삭제 |
| 3 | 제1항에서,상기 폐플라스틱은 폴리프로필렌(polypropylene), 폴리에틸렌(polyethylene), 폴리에틸렌 테레프타레이트(polyethylene terephthalate) 및 이들의 조합으로 이루어진 군 중에 선택된 어느 하나인 폐플라스틱을 활용한 콘크리트 골재 제조방법. |
| 4 | 삭제 |
| 5 | 삭제 |