| 번호 | 청구항 |
|---|---|
| 1 | 피코팅대상체를 설치하는 단계(s10);,피코팅대상체에 코팅조성물을 주입하는 단계(s20); 및전기 공급하여 피코팅대상체에 코팅조성물을 얇게 코팅하는 단계(s30);를 포함하는 전하삽입을 이용한 극박코팅방법에 있어서,상기 설치단계(s10)는 피코팅대상체를 전극에 제공하는 단계이고,상기 코팅단계(s30)는 전극에 전기를 공급하여 공기분자를 이온화하는 단계(s31);,상기 이온화된 공기분자가 코팅조성물을 활성화하는 단계(s32); 및활성화된 코팅조성물 및 전극의 전기적 상호작용을 이용하여 코팅하는 단계(s33)를 포함하고,상기 코팅단계(s30)에서 전기공급은 10 kV 내지 20 kV의 전압으로 인가하고,상기 코팅조성물은 CYTOP이고,코팅이 이루어지는 두께는 50nm 내지 100nm인 것을 특징으로 하는 전하삽입을 이용한 극박코팅방법. |
| 2 | 제 1항에 있어서,이온화하는 단계(s31)는 전기 공급으로 전극에서 발생하는 전기장에 의해 전극과 동일한 부호로 공기분자가 이온화되는 단계이고,코팅조성물을 활성화하는 단계(s32)는 이온화된 공기분자의 전하가 코팅조성물에 삽입됨으로써 활성화되는 단계이고,전기적 상호작용을 이용하여 코팅하는 단계(s33)는 이온화된 코팅조성물 분자간의 전기적 척력 및 전극과 이온화된 코팅조성물 사이의 전기적 척력에 의해 코팅되는 단계인 것을 특징으로 하는 전하삽입을 이용한 극박코팅방법. |
| 3 | 제 1항에 있어서,상기 전극은 핀상형 또는 침상형 전극인 것을 특징으로 하는 전하삽입을 이용한 극박코팅방법. |
| 4 | 제 1항에 있어서,상기 전극은 복수개인 것을 특징으로 하는 전하삽입을 이용한 극박코팅방법. |
| 5 | 제 4항에 있어서,상기 설치단계(s10)는 피코팅대상체를 제1 및 제2 전극 사이에 제공하는 단계인 것을 특징으로 하는 전하삽입을 이용한 극박코팅방법. |
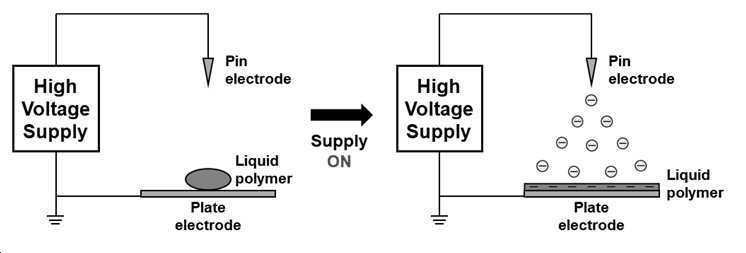
| 6 | 제 5항에 있어서,이온화하는 단계(s31)는 전기 공급으로 발생하는 제1 및 제2 전극사이의 전기장에 의해 이격된 제2전극과 동일한 부호로 공기분자가 이온화되는 단계이고,코팅조성물을 활성화하는 단계(s32)는 이온화된 공기분자의 전하가 코팅조성물에 삽입됨으로써 활성화되는 단계이고,전기적 상호작용을 이용하여 코팅하는 단계(s33)는 이온화된 코팅조성물 분자간의 전기적 척력, 제2전극과 이온화된 코팅조성물 사이의 전기적 척력 및 제1전극과 이온화된 코팅조성물 사이의 전기적 인력에 의해 코팅되는 단계인 것을 특징으로 하는 전하삽입을 이용한 극박코팅방법. |
| 7 | 제 5항에 있어서,제1전극은 판상형 전극이고, 이격된 제2전극은 핀상형 전극인 것을 특징으로 하는 전하삽입을 이용한 극박코팅방법. |
| 8 | 제 1항 내지 7항 중 어느 한 항에 있어서,이온화된 코팅조성물과 동일한 부호를 갖는 전극과 피코팅대상체의 이격간격은 1 내지 20cm인 것을 특징으로 하는 전하삽입을 이용한 극박코팅방법. |
| 9 | 삭제 |
| 10 | 삭제 |
| 11 | 삭제 |
| 12 | 삭제 |
| 13 | 삭제 |
| 14 | 삭제 |
| 15 | 제 1항 내지 7항 중 어느 한 항의 극박코팅방법을 수행하는 전하삽입을 이용한 극박코팅장치. |
| 16 | 제 15항에 있어서,상기 극박코팅장치는 전력원 및 복수의 전극을 포함하고,복수의 전극 중 제1전극은 판상(plate-type)형 전극이고, 제2전극은 핀(pin-type)상형 전극이고,제1전극과 제2전극의 간격은 1 내지 20cm이고,제1전극 및 제2전극 중 적어도 하나는 이동성을 가진 것을 특징으로 하는 전하삽입을 이용한 극박코팅장치. |
| 17 | 제 16항에 있어서,코팅조성물 주입부 또는 피코팅대상체 제공부를 더 포함하는 것을 특징으로 하는 전하삽입을 이용한 극박코팅장치. |