| 번호 | 청구항 |
|---|---|
| 1 | 다종성분 합금 복합층 제조방법으로. 상기 다종성분 복합층의 구성성분을 함유하는 볼을 상기 다종성분 복합층을 형성하고자 하는 기판에 충돌시키는 단계;를 포함하는 것을 특징으로 하는 다종성분 합금 복합층 제조방법. |
| 2 | 제 1항에 있어서, 상기 볼 표면에는 상기 다종성분 복합층의 구성성분이 코팅된 것을 특징으로 하는 다종성분 합금 복합층 제조방법. |
| 3 | 제 2항에 있어서, 상기 다종성분 복합층의 구성성분이 코팅된 볼은, 상기 다종성분 복합층의 구성성분이 코팅된 또 다른 기판에 상기 볼을 충돌시키는 방식으로 제조된 것을 특징으로 하는 다종성분 합금 복합층 제조방법. |
| 4 | 제 1항에 있어서, 상기 볼 표면에는 상기 적어도 둘 이상의 구성 성분이 순차적으로 코팅된 것을 특징으로 하는 다종성분 합금 복합층 제조방법. |
| 5 | 제 1항에 있어서, 상기 충돌시키는 단계 후, 볼을 상기 복합층에 충돌시켜, 상기 복합층을 비정질화시키는 단계를 더 포함하는 것을 특징으로 하는 다종성분 합금 복합층 제조방법. |
| 6 | 제 1항에 있어서, 상기 충돌시 충돌각은 상기 기판의 70 내지 90도인 것을 특징으로 하는 다종성분 합금 복합층 제조방법. |
| 7 | 제 1항 내지 제 6항 중 어느 한 항에 따른 방법에 의하여 제조된 다종성분 합금 복합층. |
| 8 | 다종성분 복합층 제조방법으로. 상기 다종성분 복합층의 제 1 구성성분을 함유하는 볼을 상기 다종성분 복합층을 형성하고자 하는 기판에 제 1 충돌시키는 단계;상기 다종성분 복합층의 제 2 구성성분을 함유하는 볼을 상기 다종성분 복합층을 형성하고자 하는 기판에 제 2 충돌시키는 단계;를 포함하는 것을 특징으로 하는 다종성분 합금 복합층 제조방법. |
| 9 | 제 8항에 있어서, 상기 다종성분 복합층 제조방법은, 상기 다종성분 복합층의 제 1, 제 2 구성성분 이외의 구성성분이 함유된 볼을 상기 제 2 충돌 이후 순차적으로 충돌시키는 단계를 더 포함하는 것을 특징으로 하는 다종성분 합금 복합층 제조방법. |
| 10 | 제 9항에 있어서, 상기 다종성분 합금 복합층 제조 후. 상기 제조된 다종성분 합금 복합층에 볼을 충돌시켜 상기 다종성분 합금 복합층을 결정구조를 변화시키는 단계를 더 포함하는 것을 특징으로 하는 다종성분 합금 복합층 제조방법. |
| 11 | 제 7항 내지 제 10항 중 어느 한 항에 따른 방법에 의하여 제조된 다종성분 합금 복합층. |
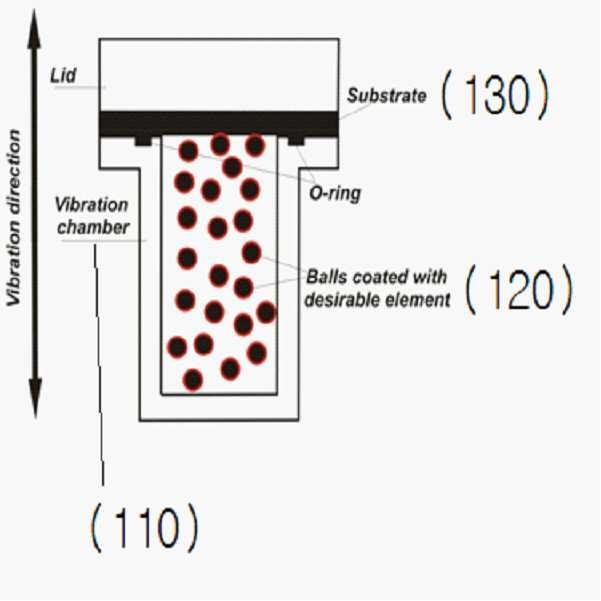
| 12 | 다종성분 합금 복합층 제조장치로서, 다종성분 합금 복합층이 제조되는 기판이 상부에 구비되는 챔버;상기 챔버 내부에 로딩되는 적어도 둘 이상의 볼; 및상기 챔버 내부에 로딩되는 적어도 둘 이상의 볼을 수직으로 진동시키기 위한 챔버 진동수단;을 포함하는 것을 특징으로 하는 다종성분 합금 복합층 제조장치. |
| 13 | 제 12항에 있어서, 상기 볼은 상기 챔버 내부 공간의 30 내지 50 중량%를 차지하는 것을 특징으로 하는 다종성분 합금 복합층 제조장치. |
| 14 | 제 12항에 있어서, 상기 진동수단은 모터이며, 상기 모터에 의한 챔버의 진동수는 50 내지 70Hz이고, 상기 진폭은 4 내지 8mm인 것을 특징으로 하는 다종성분 합금 복합층 제조장치. |