| 번호 | 청구항 |
|---|---|
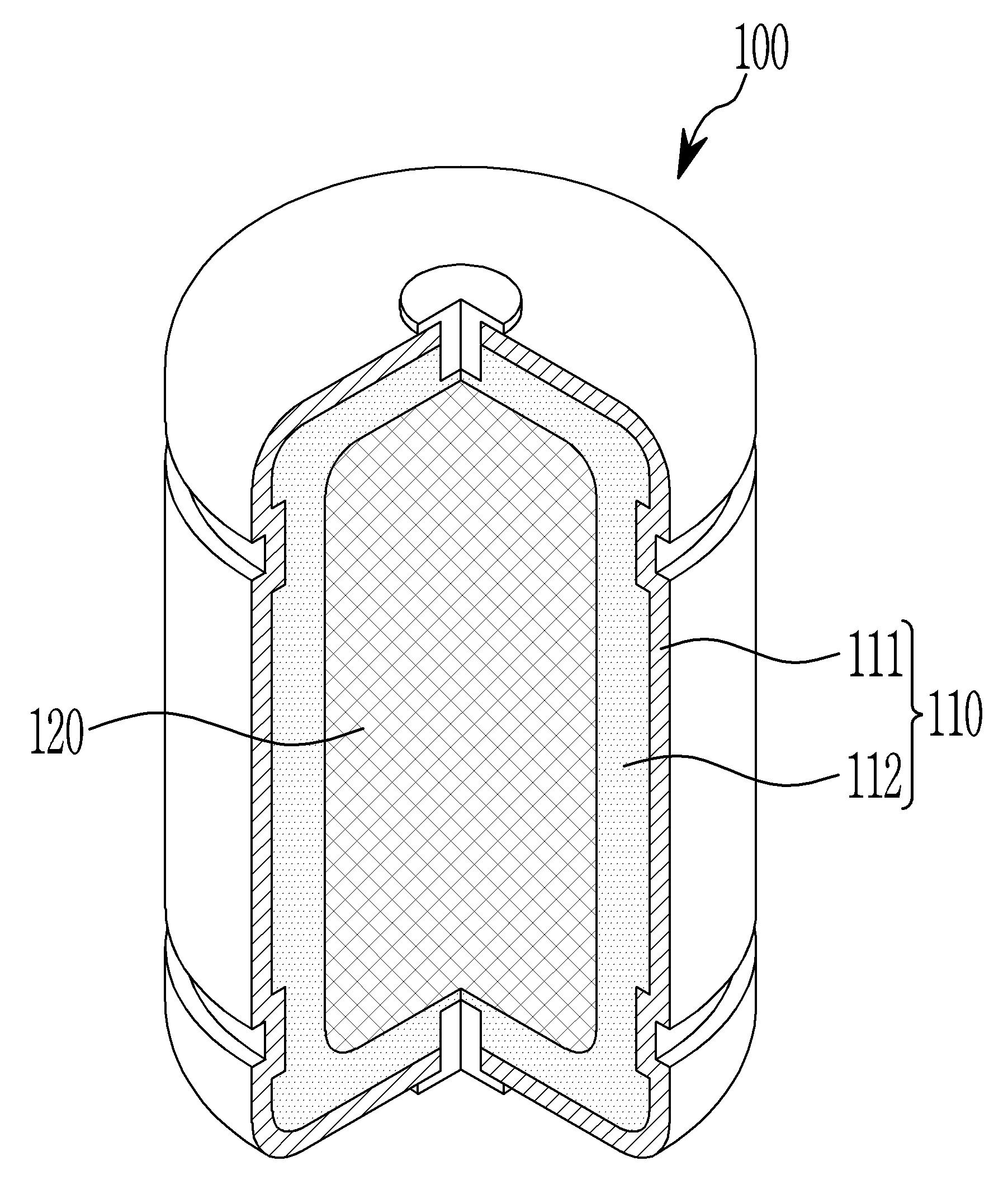
| 1 | 내부 공간부; 및상기 내부 공간부를 감싸면서 위치하는 부표 몸체부;로 구성되고,상기 몸체부는 외부 방수층, 지지층 및 내부 방수층을 포함하고,상기 지지층은 균사체 복합소재를 포함하는,이중층 부표. |
| 2 | 제1항에 있어서,상기 균사체 복합소재는 균사체와 기질의 복합체이고,상기 균사체의 종균은 느타리버섯(Pleurotus ostreatus), 목이버섯 (Auricularia auricular-judae), 새송이버섯 (Pleurotus eryngii), 팽이버섯 (Enokitake) 중에서 선택되는 1종 이상을 포함하는,이중층 부표. |
| 3 | 제1항에 있어서,상기 외부 방수층은 엘라스토머(elastomer) 소재이고,상기 엘라스토머는 폴리염화 비닐(Polyvinyl chloride, PVC), 클로로설폰화 폴리에틸렌 고무(chlorosulphonated polyethylene, CSM), 스티렌 부타디엔 고무 (styrene butadiene rubber, SBR), 폴리부타디엔 고무 (Polydutadiene rubber) 혹은 열가소성 탄성중합체 (Thermoplastic elastomer, TPE), 생분해성 탄성중합체 (Biodegradable elastomer) 중에서 선택되는 1종 이상을 포함하는,이중층 부표. |
| 4 | 제1항에 있어서,상기 이중층 부표의 밀도는 0.03 kg/L 내지 0.4 kg/L인,이중층 부표. |
| 5 | 제1항에 있어서,상기 이중층 부표의 영률(Young’s modulus)은 1.0 MPa 내지 10.0 MPa인,이중층 부표. |
| 6 | 제1항에 있어서,상기 내부 공간부의 부피 비율은 이중층 부표 전체 부피 기준으로 10 부피% 내지 50 부피%인,이중층 부표. |
| 7 | 제1항에 있어서,외부 방수층의 두께는 1.5 mm 내지 5.0 mm인,이중층 부표. |
| 8 | 종균 및 기질을 포함하는 균사체 복합소재 전구체를 준비하는 단계;외부 방수층 원료물질을 부표 몰드(mold)에 코팅하는 외부 방수층 형성 단계;상기 방수층 원료물질이 코팅된 몰드 내부에 균사체 복합소재 전구체를 투입하는 단계;공간부 형성 물질을 투입하여 공간부를 형성하는 단계;상기 전구체를 폼(foam) 형태로 배양하는 지지층 형성 단계; 및상기 지지층이 형성된 구조체를 열처리하는 단계;를 포함하는,이중층 부표의 제조방법. |
| 9 | 제8항에 있어서,상기 전구체 준비 단계는 종균과 기질을 7:3 내지 9.5:0.5의 중량비로 혼합하는 것을 포함하는,이중층 부표의 제조방법. |
| 10 | 제8항에 있어서,상기 전구체 준비 단계에서 기질의 입경은 0.1 mm 내지 2 mm 범위인,이중층 부표의 제조방법. |
| 11 | 제8항에 있어서,상기 전구체 준비 단계에서 종균은 느타리버섯(Pleurotus ostreatus), 목이버섯 (Auricularia auricular-judae), 새송이버섯 (Pleurotus eryngii), 팽이버섯 (Enokitake) 중에서 선택되는 1종 이상을 포함하는,이중층 부표의 제조방법. |
| 12 | 제8항에 있어서,상기 전구체 준비 단계에서 기질은 목재 펄프(pulp), 톱밥, 커피찌꺼기, 짚(straw), 키틴 나노섬유(chitin nanofiber, ChNF), 커피박(coffee waste) 중에서 선택되는 1종 이상을 포함하는,이중층 부표의 제조방법. |
| 13 | 제8항에 있어서,상기 외부 방수층 형성단계에서 엘라스토머는 폴리염화 비닐(Polyvinyl chloride, PVC), 클로로설폰화 폴리에틸렌 고무(chlorosulphonated polyethylene, CSM), 스티렌 부타디엔 고무 (styrene butadiene rubber, SBR), 폴리부타디엔 고무 (Polydutadiene rubber) 혹은 열가소성 탄성중합체 (Thermoplastic elastomer, TPE), 생분해성 탄성중합체 (Biodegradable elastomer) 중에서 선택되는 1종 이상을 포함하는,이중층 부표의 제조방법. |
| 14 | 제8항에 있어서,상기 전구체 투입 단계에서 전구체 투입량은 상기 엘라스토머 전체 중량 기준으로 10 중량% 내지 50 중량% 범위인,이중층 부표의 제조방법. |
| 15 | 제8항에 있어서,상기 전구체 투입 단계는 투입된 전구체에 가압하는 과정을 추가로 더 포함하고,전구체에 가하는 압력은 1 kN 내지 5 kN 범위인, 이중층 부표의 제조방법. |
| 16 | 제8항에 있어서,상기 공간부 형성단계에서 공간부 형성 물질은 팽창가능한 탄성 소재이고,상기 팽창가능한 탄성 소재는, 폴리에틸렌 테레프탈레이트(polyethylene terephthalate, PET), 폴리염화 비닐(Polyvinyl chloride, PVC), 클로로설폰화 폴리에틸렌 고무(chlorosulphonated polyethylene, CSM), 스티렌 부타디엔 고무 (styrene butadiene rubber, SBR), 폴리부타디엔 고무 (Polydutadiene rubber) 혹은 열가소성 탄성중합체 (Thermoplastic elastomer, TPE), 생분해성 탄성중합체 (Biodegradable elastomer) 중에서 선택되는 1종 이상을 포함하는,이중층 부표의 제조방법. |
| 17 | 제8항에 있어서,상기 공간부 형성단계는 상기 공간부의 부피를 5L 내지 32L 범위로 팽창시키는 것을 포함하는,이중층 부표의 제조방법. |
| 18 | 제8항에 있어서,상기 지지층 형성 단계에서 배양 시 온도는 15℃ 내지 27℃이고 습도는 70% 내지 100% 범위인,이중층 부표의 제조방법. |
| 19 | 제8항에 있어서,상기 구조체 열처리 단계에서 멸균 및 건조 온도는 70℃ 내지 130℃ 범위이고,이중층 부표의 제조방법. |
| 20 | 제8항에 있어서,상기 구조체 열처리 단계에서 멸균 및 건조 시간은 1시간 내지 8시간 범위인,이중층 부표의 제조방법. |