| 번호 | 청구항 |
|---|---|
| 8 | 제 4항에 있어서,상기 점화부는 길이방향으로 연장 형성된 상기 점화 홀(110)의 일측에 위치되고, 상기 직접 접촉 영역(A)은 상기 점화 홀(110)의 길이방향 타측에 위치되는 것을 특징으로 하는, 고체 추진제 그레인. |
| 9 | 제 3항 또는 제 4항에 있어서상기 메인 추진제(100)는 상기 보조 추진제(200)가 위치되는 두께방향 일측으로 돌출되는 돌기(120)가 형성되는 것을 특징으로 하는, 고체 추진제 그레인. |
| 10 | 제 1항에 있어서,상기 메인 추진제(100)와 상기 보조 추진제(200)는 산화제와, 연료와, 바인더가 혼합되어 이루어지며, 상기 메인 추진제(100)가 상기 보조 추진제(200)보다 바인더 비율이 낮은 것을 특징으로 하는, 고체 추진제 그레인. |
| 1 | 메인 추진제(100);상기 메인 추진제(100)를 코팅하며, 구조적으로 연소 시 발생하는 가스의 양 및 온도가 상기 메인 추진제(100)이하가 되도록 형성되는 보조 추진제(200);및상기 메인 추진제(100)와 상기 보조 추진제(200) 사이에 코팅되는 절연제(300);를 포함하고,상기 보조 추진제(200), 상기 절연제(300), 상기 메인 추진제(100) 순으로 연소되어, 상기 보조 추진제(200)의 연소 후 상기 메인 추진제(100)의 연소가 지연되는 것을 특징으로 하는, 고체 추진제 그레인. |
| 2 | 삭제 |
| 3 | 제 1항에 있어서,상기 메인 추진제(100)는 구형으로 이루어지고, 상기 보조 추진제(200)는 상기 메인 추진제(100)의 외주면에 코팅되는 것을 특징으로 하는, 고체 추진제 그레인. |
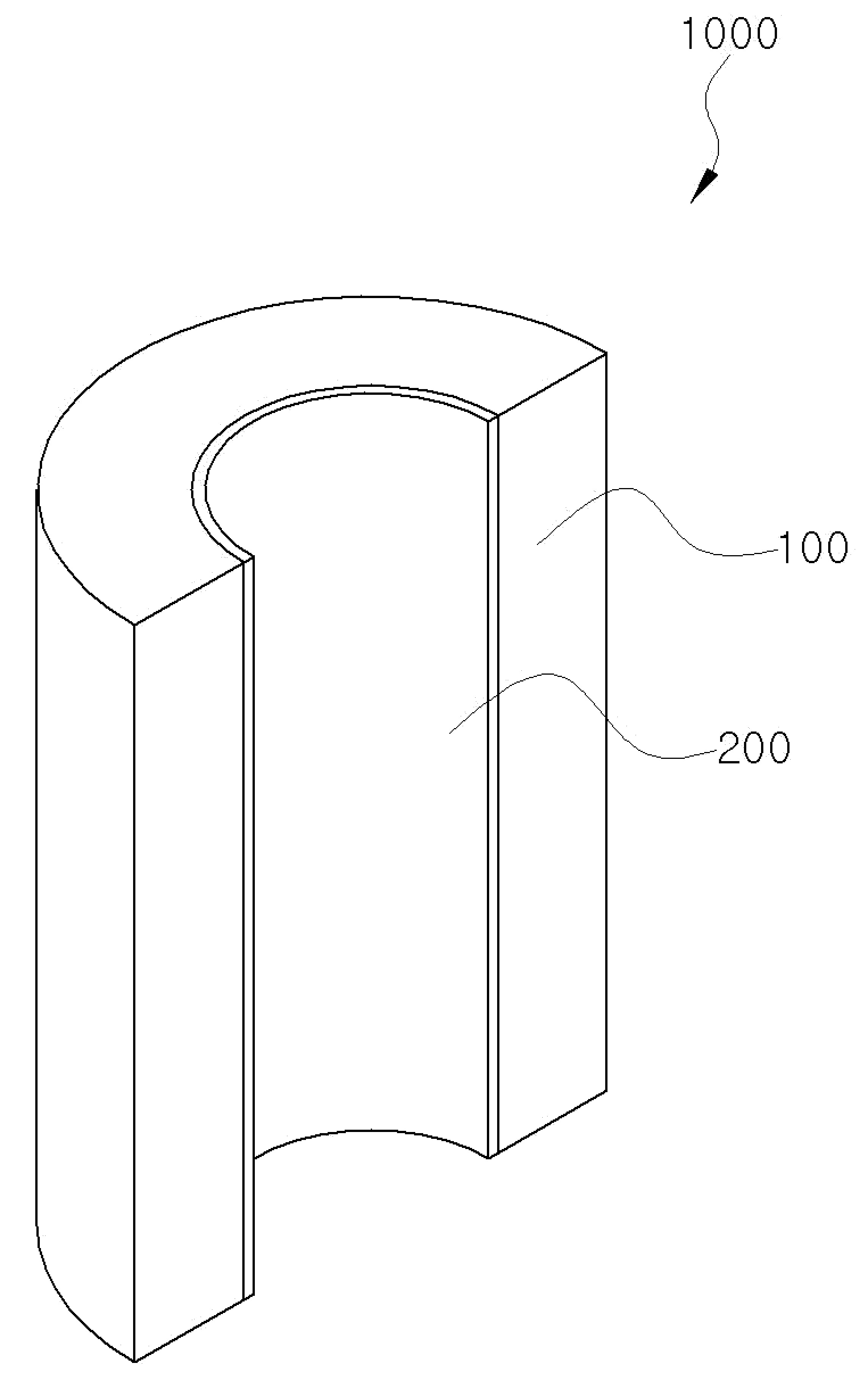
| 4 | 제 1항에 있어서,상기 메인 추진제(100)는 중앙에 점화부가 위치되는 점화 홀(110)이 형성되고, 상기 보조 추진제(200)는 상기 점화 홀(110)을 형성하는 상기 메인 추진제(100)의 내주면을 코팅하는 것을 특징으로 하는, 고체 추진제 그레인. |
| 5 | 제 3항 또는 제 4항에 있어서,상기 보조 추진제(200)와 상기 메인 추진제(100)는 서로 직접 접하는 접촉영역(C)을 가지는 것을 특징으로 하는, 고체 추진제 그레인. |
| 6 | 제 3항 또는 제 4항에 있어서,상기 보조 추진제(200)와 상기 절연제(300)는 액상의 상태에서 대상의 표면을 따라 흘려 보내는 방식으로 도포되는 것을 특징으로 하는, 고체 추진제 그레인. |
| 7 | 제 6항에 있어서,액상을 대상의 표면을 따라 흘려 보내는 상기 방식을 통해 형성되는 상기 보조 추진제(200)와 상기 절연제(300)의 두께는 도포되는 대상의 표면이 구형인 경우 하기 수학식 1에 의해 결정되고, 다른 형상인 경우 하기 수학식 2에 의해 결정되는 것을 특징으로 하는, 고체 추진제 그레인. |
| 11 | 점화 홀(110)이 형성된 메인 추진제(100)를 형성하는 메인 추진제 제작단계(S100);상기 점화 홀(110)에 대응되는 제1 삽입 홀(410)이 형성된 제1 보호 플레이트(400)를 상기 점화 홀(110)과 상기 제1 삽입 홀(410)이 서로 연통되도록 상기 메인 추진제(100)에 밀착시키는 제1 보호단계(S200);상기 점화 홀(110)로 액상의 절연제(300)를 흘려넣어 점화 홀(110)을 절연제(300)로 코팅하는 절연제 코팅단계(S300);상기 절연제(300)가 코팅되며 직경이 좁아진 상기 점화 홀(110)에 대응되는 제2 삽입 홀(510) 형성된 제2 보호 플레이트(500)를 상기 절연제(300)가 코팅된 상기 점화 홀(110)과 상기 제2 삽입 홀(510)이 서로 연통되도록 상기 메인 추진제(100)에 밀착시키는 제2 보호단계(S400); 및상기 절연제(300)로 코팅된 점화 홀(110)로 액상의 보조 추진제(200)를 흘려넣어 상기 절연제(300)의 내주면을 보조 추진제(200)로 코팅하는 보조 추진제 코팅단계(S500);를 포함하는 것을 특징으로 하는, 고체 추진제 그레인 제작방법. |
| 12 | 제 11항에 있어서,상기 메인 추진제(100)는 상기 메인 추진제 제작단계(S100)에서 중앙에 상기점화 홀(110)이 형성된 원통 형상으로 제작되고,상기 제1 보호단계(S200)와 상기 제2 보호단계(S400)에서 상기 제1 보호 플레이트(400)와 상기 제2 보호 플레이트(500)는 상기 메인 추진제(100)의 길이방향 일측과 타측에 모두 밀착배치 되는 것을 특징으로 하는, 고체 추진제 그레인 제작방법. |