| 번호 | 청구항 |
|---|---|
| 2 | 제 1 항에 있어서,상기 보정된 광학 염기도는, 0.60 내지 0.64 범위에서 0.615 내지 0.625 범위를 제외하는 아크 용접용 플럭스 코어드 와이어. |
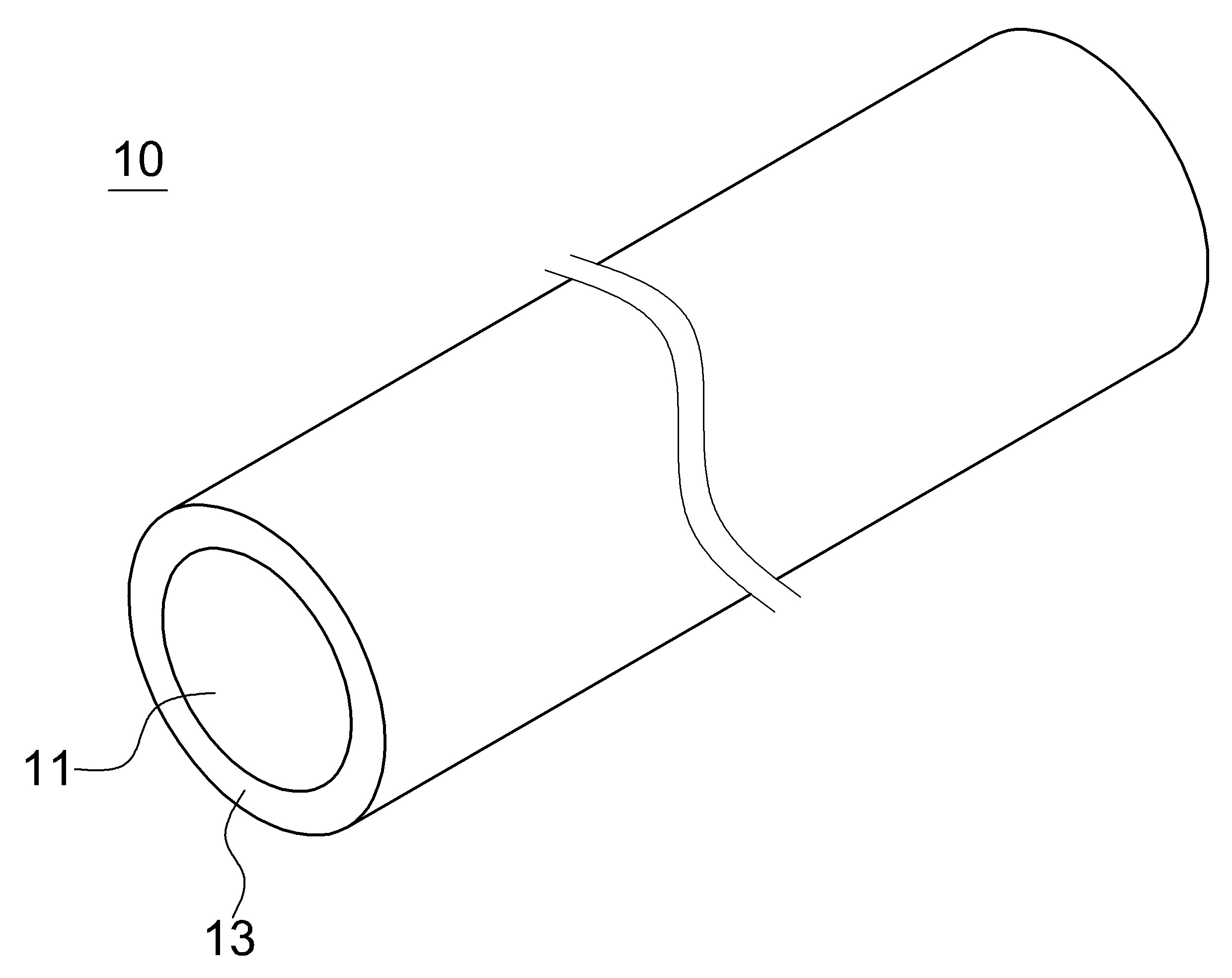
| 1 | 총 중량 대비 50 중량% 내지 65 중량%의 티타늄 산화물(TiO2), 16 중량% 내지 19 중량%의 망간 금속(Mn), 1.0 중량% 내지 15 중량%의 산화 알루미늄(Al2O3), 4.0 중량% 내지 20 중량%의 산화 실리콘(SiO2), 0.5 중량% 내지 0.8 중량% 범위의 산화 나트륨(Na2O), 0.3 중량% 내지 0.5 중량%의 산화 칼륨(K2O), 2.0 중량% 내지 3.5 중량%의 알루미늄 금속(Al), 2.0 중량% 내지 3.5 중량%의 마그네슘 금속(Mg), 5.5 중량% 내지 6.5 중량%의 실리콘 금속(Si) 및 0.01 중량% 내지 12 중량% 산화 망간(MgO)을 함유하는 코어부 및 상기 코어부를 둘러싸는 쉘부를 포함하는 아크 용접용 플럭스 코어드 와이어로서, 상기 아크 용접용 플럭스 코어드 와이어의 기계적 특성을 나타내는 보정된 광학 염기도(corrected optical basicity)는 하기 수학식으로 정의되며 0.60 내지 0.64 범위를 갖는 아크 용접용 플럭스 코어드 와이어. (xi는 산화물 성분 i의 몰분율이며, ni는 상기 산화물 성분 i의 산화 몰(mole oxide) 당 분자 내의 산소 원자의 수, ∧i는 상기 산화물 성분 i의 광학 염기도이며, 상기 산화물 성분 i은 TiO2, MnO, Al2O3, SiO2, MgO, FeO을 포함함) |
| 3 | 총 중량 대비 50 중량% 내지 65 중량%의 티타늄 산화물(TiO2), 16 중량% 내지 19 중량%의 망간 금속(Mn), 1.0 중량% 내지 15 중량%의 산화 알루미늄(Al2O3), 4.0 중량% 내지 20 중량%의 산화 실리콘(SiO2), 0.5 중량% 내지 0.8 중량% 범위의 산화 나트륨(Na2O), 0.3 중량% 내지 0.5 중량%의 산화 칼륨(K2O), 2.0 중량% 내지 3.5 중량%의 알루미늄 금속(Al), 2.0 중량% 내지 3.5 중량%의 마그네슘 금속(Mg), 5.5 중량% 내지 6.5 중량%의 실리콘 금속(Si) 및 0.01 중량% 내지 12 중량% 산화 망간(MgO)을 함유하는 아크 용접용 플럭스 코어드 와이어로서, 상기 아크 용접용 플럭스 코어드 와이어의 기계적 특성을 나타내는 보정된 광학 염기도(corrected optical basicity)가 하기 수학식으로 정의되며 0.60 내지 0.64 범위를 갖는 아크 용접용 플럭스 코어드 와이어. (xi는 산화물 성분 i의 몰분율이며, ni는 상기 산화물 성분 i의 산화 몰(mole oxide) 당 분자 내의 산소 원자의 수, ∧i는 상기 산화물 성분 i의 광학 염기도이며, 상기 산화물 성분 i는 TiO2, MnO, Al2O3, SiO2, MgO, FeO을 포함함) |
| 4 | 삭제 |
| 5 | 삭제 |
| 6 | 삭제 |
| 7 | 제 1 항에 있어서,상기 산화 알루미늄(Al2O3)은 5.00 중량% 내지 12.00 중량% 범위 내인 아크 용접용 플럭스 코어드 와이어. |
| 8 | 제 1 항에 있어서,상기 산화 망간(MnO)은 5.00 중량% 내지 12.00 중량% 범위 내인 아크 용접용 플럭스 코어드 와이어. |
| 9 | 제 1 항에 있어서,상기 산화 실리콘(SiO2)은 5.00 중량% 내지 15.00 중량% 범위 내인 아크 용접용 플럭스 코어드 와이어. |
| 10 | 제 1 항에 있어서,상기 코어부는, 0.03 중량% 내지 0.30 중량% 범위 내인 탄소(C)를 더 가지는 아크 용접용 플럭스 코어드 와이어. |
| 11 | 제 1 항에 있어서,상기 쉘부는 니켈-철 합금(Ni-Fe)을 함유하는 아크 용접용 플럭스 코어드 와이어. |
| 12 | 제 1 항에 있어서,비활성 가스 또는 이산화탄소 가스 분위기에서 용접되는 아크 용접용 플럭스 코어드 와이어. |
| 13 | 제 12항에 있어서,상기 비활성 가스는, He, Ne, Ar, Kr 및 Xe 중 어느 하나인 아크 용접용 플럭스 코어드 와이어. |
| 14 | 제 1 항에 있어서,상기 아크 용접용 플럭스 코어드 와이어는 용접용 강재를 포함하는 모재를 용접하는데 이용되는 아크 용접용 플럭스 코어드 와이어. |
| 15 | 제 14 항에 있어서,상기 모재는, 저탄소강 또는 고망간강인 아크 용접용 플럭스 코어드 와이어. |
| 16 | 제 14 항에 있어서,상기 아크 용접용 플럭스 코어드 와이어로 모재를 용접하는 경우,상기 모재의 용접부 또는 상기 모재의 평균 입경(d)은, 하기 수학식에 의해 정의되는 아크 용접용 플럭스 코어드 와이어.(NL은 SEM 이미지 상의 랜덤 라인의 단위 길이당 인터셉트의 수임) |