| 번호 | 청구항 |
|---|---|
| 1 | 연료극 지지체 슬러리, 연료극 기능층 슬러리 및 전해질 슬러리를 제조하는 제1단계;상기 제1단계에서 제조된 각각의 슬러리를 테이프 캐스팅 하여, 연료극 지지체 테이프, 연료극 기능층 테이프 및 전해질 테이프를 제조하는 제2단계;상기 제2단계에서 제조된 연료극 지지체 테이프, 연료극 기능층 테이프 및 전해질 테이프를 차례대로 적층하여 적층구조체를 형성하는 제3단계;상기 제3단계에서 형성된 적층구조체를 서로 상이한 온도에서 열처리 2단계 열처리하여 소결하는 제4단계;상기 제4단계에서 소결된 적층구조체의 전해질 테이프가 위치하는 면에 공기극을 형성하는 제5단계; 및상기 제5단계에서 공기극이 형성된 적층구조체를 소결하는 제6단계;를 포함하고,상기 제4단계는 서로 상이한 온도에서 수행되는 제 1 열처리 및 제 2 열처리를 포함하고,상기 제2열처리는 상기 적층구조체의 소결도를 향상시키는 펠렛을 마이크로웨이브 소결로내에 위치시키고 마이크로웨이브 소결로를 이용하여 수행되는 것을 특징으로 하는, 양방향 프로톤 전도성 연료전지의 제조방법. |
| 2 | 제1항에 있어서,상기 펠렛은 NiO-BaZr0.4Ce0.4Y0.1Yb0.1O3-δ 펠렛인 것을 특징으로 하는, 양방향 프로톤 전도성 연료전지의 제조방법. |
| 3 | 제2항에 있어서,상기 NiO-BaZr0.4Ce0.4Y0.1Yb0.1O3-δ 펠렛은,NiO와 BaZr0.4Ce0.4Y0.1Yb0.1O3-δ 분말을 혼합하는 단계;상기 혼합한 분말을 펠레타이징하는 단계; 및상기 펠레타이징된 분말을 마이크로웨이브 소결하는 단계;를 포함하는 제조방법에 의하여 제조되는 것을 특징으로 하는, 양방향 프로톤 전도성 연료전지의 제조방법. |
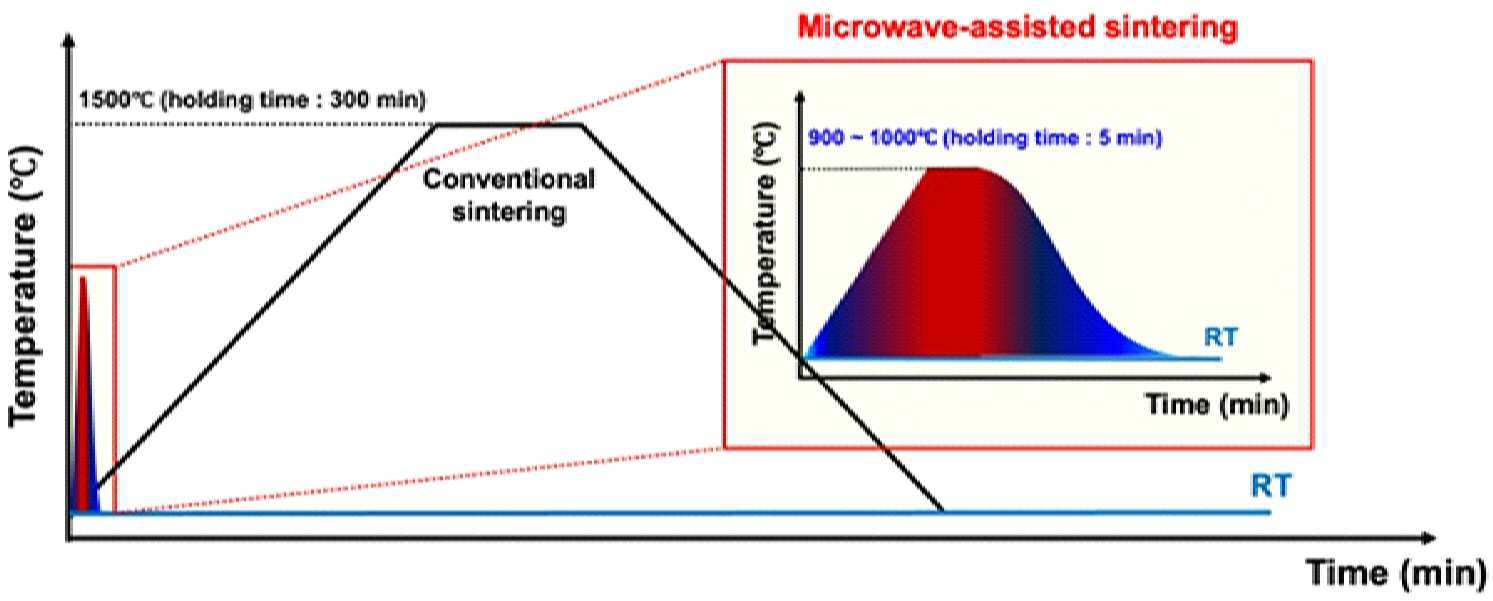
| 4 | 제1항에 있어서,상기 제2열처리는 900℃ 내지 1000℃에서 5분 내지 10분 동안 수행되는 것을 특징으로 하는, 양방향 프로톤 전도성 연료전지의 제조방법. |
| 5 | 제1항에 있어서,상기 연료극 지지체 슬러리 또는 연료극 기능층 슬러리는 NiO 및 BaZr0.4Ce0.4Y0.1Yb0.1O3-δ 복합체를 포함하는 것을 특징으로 하는, 양방향 프로톤 전도성 연료전지의 제조방법. |
| 6 | 제1항에 있어서,상기 전해질 슬러리는 BaZr0.4Ce0.4Y0.1Yb0.1O3-δ 를 포함하는 것을 특징으로 하는, 양방향 프로톤 전도성 연료전지의 제조방법. |
| 7 | 제1항에 있어서,상기 제3단계는 상기 연료극 지지체 테이프, 연료극 기능층 테이프 및 전해질 테이프를 차례대로 적층하고, 100 ℃ 내지 140 ℃의 온도에서 상기 차례대로 적층된 연료극 지지체 테이프, 연료극 기능층 테이프 및 전해질 테이프를 압착하여 수행되는 것을 특징으로 하는, 양방향 프로톤 전도성 연료전지의 제조방법. |
| 8 | 제1항에 있어서,상기 제1열처리는 800 ℃ 내지 1,000 ℃에서 2시간 내지 4시간 동안 수행되는 것을 특징으로 하는, 양방향 프로톤 전도성 연료전지의 제조방법. |
| 9 | 제1항에 있어서,상기 제6단계는 800 ℃ 내지 900 ℃에서 2분 내지 5분 동안 수행되는 것을 특징으로 하는, 양방향 프로톤 전도성 연료전지의 제조방법. |
| 10 | 제1항의 양방향 프로톤 전도성 연료전지의 제조방법에 따라 제조된 양방향 프로톤 전도성 연료전지. |