| 번호 | 청구항 |
|---|---|
| 1 | (a) 재료 시트의 상측면과 하측면에 각각 포토 레지스트를 부착하고 패턴 마스크를 통해 현상하여, 노광되지 않은 포토 레지스트를 제거함으로써 트랙 간격 부위를 형성하는 단계; (b) 상기 재료 시트를 에칭 장비에서 제 2 속도로 수평 이동시키면서 상하 방향에서 에칭액을 재료 시트에 동시에 분사하여 트랙 간격 부위의 상측면과 하측면에 라운드진 홈 형태의 1차 식각 부위를 동시에 형성하는 1차 부족식각 단계;(c) 하측 방향에서 분사되어 들어오는 에칭액이 차단되도록 상기 재료 시트의 하측면에 식각 방향의 제어를 위한 캐리어 테이프를 부착하는 단계;(d) 상기 재료 시트를 에칭 장비에서 제 1 속도로 수평 이동시키면서 상하 방향에서 에칭액을 재료 시트에 동시에 분사하여, 상기 캐리어 테이프로 하측 방향에서 분사되는 에칭액을 차단해 재료 시트의 하측면이 식각되지 않도록 하고, 재료 시트의 상측면에서는 상측 방향에서 분사되는 에칭액이 트랙 간격 부위에 하부 직경이 좁아진 홀 형태의 2차 식각 부위를 형성하는 2차 정상식각 단계; 및 (e) 상기 재료 시트의 상측면에서 포토 레지스트를 제거하고 캐리어 테이프를 부착하며, 상기 재료 시트의 하측면에서 캐리어 테이프와 포토 레지스트를 제거하는 단계; 를 포함하며, 상기 제 1 속도는 상하 방향에서 에칭액을 재료 시트에 동시에 분사하는 에칭 장비 내에서 트랙 간격의 부식 깊이와 부식 폭이 대응되도록 하는 재료 시트의 에칭 장비 내 이동 속도이고, 상기 제 2 속도는 상기 제 1 속도에 비해 40~60% 더 빠른 속도인 것을 특징으로 하는 안테나 코일의 제조 방법. |
| 1 | (a) 재료 시트의 상측면과 하측면에 각각 포토 레지스트를 부착하고 패턴 마스크를 통해 현상하여, 노광되지 않은 포토 레지스트를 제거함으로써 트랙 간격 부위를 형성하는 단계; (b) 상기 재료 시트를 에칭 장비에서 제 2 속도로 수평 이동시키면서 상하 방향에서 에칭액을 재료 시트에 동시에 분사하여 트랙 간격 부위의 상측면과 하측면에 라운드진 홈 형태의 1차 식각 부위를 동시에 형성하는 1차 부족식각 단계;(c) 하측 방향에서 분사되어 들어오는 에칭액이 차단되도록 상기 재료 시트의 하측면에 식각 방향의 제어를 위한 캐리어 테이프를 부착하는 단계;(d) 상기 재료 시트를 에칭 장비에서 제 1 속도로 수평 이동시키면서 상하 방향에서 에칭액을 재료 시트에 동시에 분사하여, 상기 캐리어 테이프로 하측 방향에서 분사되는 에칭액을 차단해 재료 시트의 하측면이 식각되지 않도록 하고, 재료 시트의 상측면에서는 상측 방향에서 분사되는 에칭액이 트랙 간격 부위에 하부 직경이 좁아진 홀 형태의 2차 식각 부위를 형성하는 2차 정상식각 단계; 및 (e) 상기 재료 시트의 상측면에서 포토 레지스트를 제거하고 캐리어 테이프를 부착하며, 상기 재료 시트의 하측면에서 캐리어 테이프와 포토 레지스트를 제거하는 단계; 를 포함하며, 상기 제 1 속도는 상하 방향에서 에칭액을 재료 시트에 동시에 분사하는 에칭 장비 내에서 트랙 간격의 부식 깊이와 부식 폭이 대응되도록 하는 재료 시트의 에칭 장비 내 이동 속도이고, 상기 제 2 속도는 상기 제 1 속도에 비해 40~60% 더 빠른 속도인 것을 특징으로 하는 안테나 코일의 제조 방법. |
| 1 | 제 1항에 있어서, 상기 (e) 단계 이후에, 캐리어 테이프가 부착된 재료 시트의 상측면을 커버레이에 부착시키는 단계; 를 더 포함하는 것을 특징으로 하는 안테나 코일의 제조 방법. |
| 1 | 제 1항에 있어서, 상기 (b) 단계와 (d) 단계의 에칭액은 FeCl3 인 것을 특징으로 하는 안테나 코일의 제조 방법. |
| 1 | 삭제 |
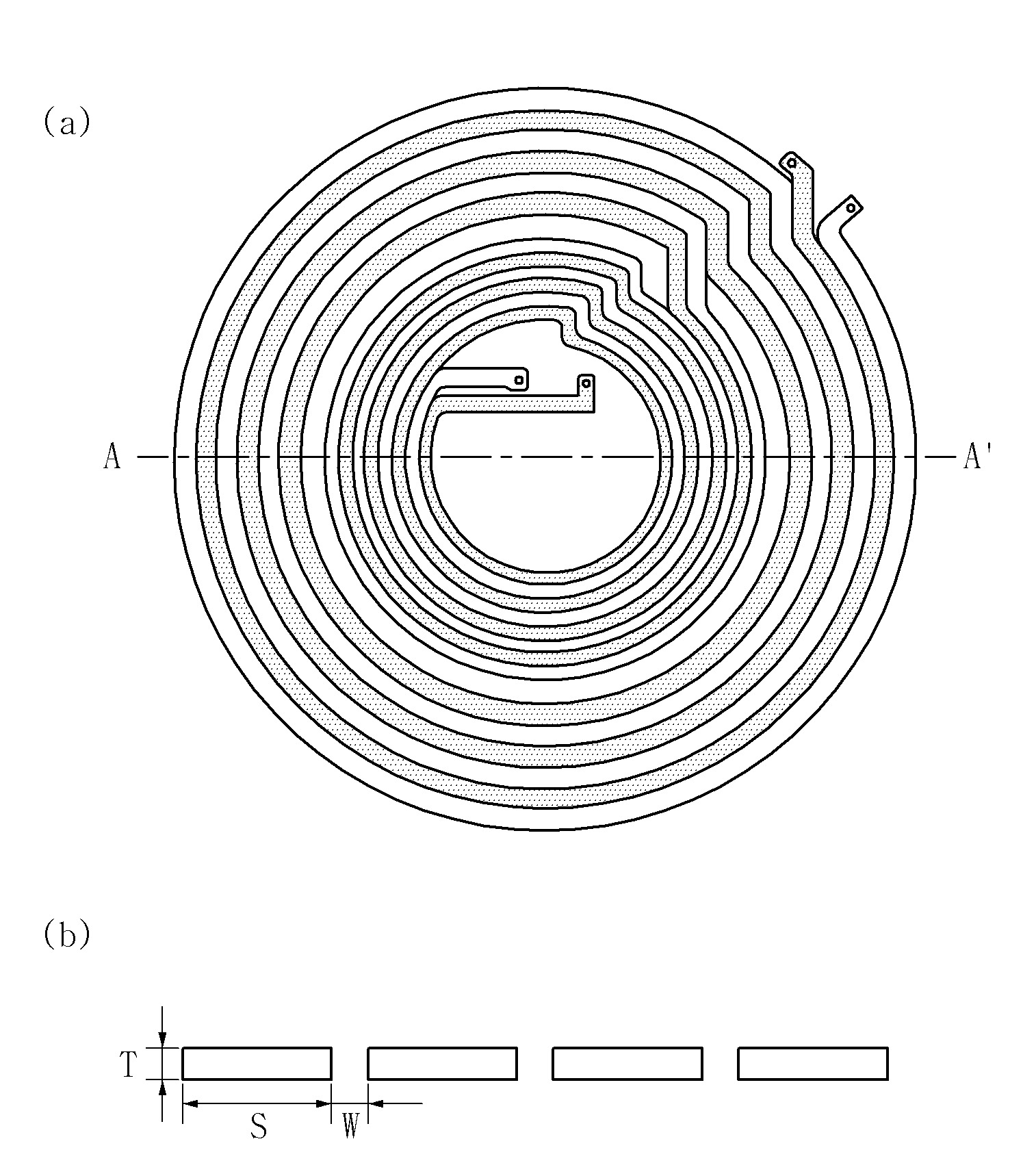
| 1 | 제 1항 내지 제 3항 중 어느 한 항에 따른 안테나 코일의 제조 방법에 의해 제조된 것으로서, 하측면 1차 부족식각 부위가 가장 좁은 트랙 간격을 형성하고, 상기 가장 좁은 트랙 간격은 코일의 두께 대비 50~70%인 것을 특징으로 하는 안테나 코일. |