| 번호 | 청구항 |
|---|---|
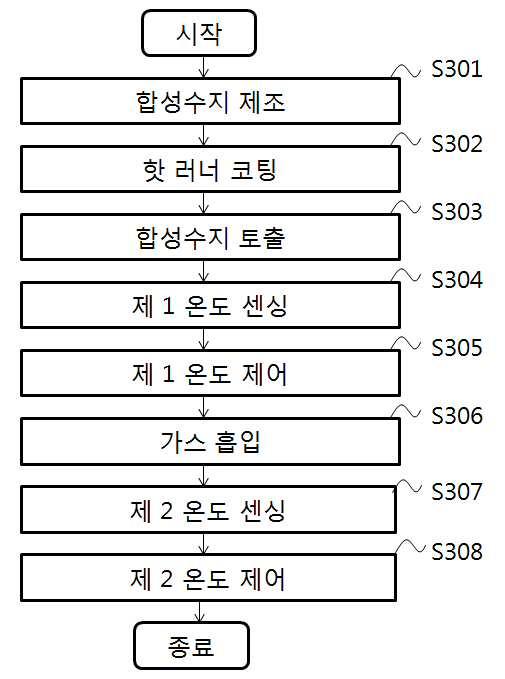
| 1 | 전체 100 중량%를 기준으로 34 내지 70중량%의 열경화성 수지와 14 내지 20 중량%의 페라이트 분말을 포함하는 원재료를 혼합 및 교반하여 3500 내지 6000cP의 점도를 갖도록 열경화성 합성수지를 제조하는 합성수지 제조 공정; 포드컵 #4 점도계로 7초 미만의 점도를 갖고, 230℃ 이상의 비점을 갖는 코팅액을 5 내지 6 bar의 압력으로 핫 러너 입구에 삽입하여 상기 핫 러너의 유로에 흘려보내 상기 코팅액을 상기 핫 러너의 내부에 코팅하고, 상기 코팅된 핫 러너를 300 ℃ 온도로 1시간 동안 가열하여 코팅막을 형성하는 코팅 공정;상기 핫 러너에 연결된 노즐을 통해 상기 열경화성 합성수지를 캐비티 내부로 토출시키는 합성수지 토출 공정;상기 캐비티 내부로 상기 열경화성 합성수지가 공급되는 동안 상기 노즐의 온도를 센싱하는 제 1 온도 센싱 공정;상기 노즐의 온도가 소정의 온도로 유지될 수 있도록, 상기 노즐에 연결된 제 1 히터를 제어하여 상기 센싱된 노즐의 온도를 조절하는 제 1 온도 제어 공정;상기 캐비티 내부로 상기 열경화성 합성수지가 공급되면서 발생하는 가스를 상기 캐비티의 상부 금형을 관통하여 형성된 배기공을 통해 흡입하는 가스 흡입 공정; 상기 가스가 흡입되는 동안 상기 배기공의 외부에 연결된 히팅 센서를 이용하여 상기 캐비티 내부에 발생된 가스를 흡입하는 상기 배기공의 온도를 센싱하는 제 2 온도 센싱 공정;및상기 제 2 온도 센싱 공정을 통해 센싱된 상기 배기공의 온도가 220℃보다 낮은 경우, 상기 배기공에 연결된 제 2 히터의 온도를 제어하여 상기 배기공의 온도를 220℃보다 높게 상승시키는 제 2 온도 제어 공정;을 포함하되,상기 합성수지 토출 공정이 완료되어 상기 열경화성 합성수지의 성형이 완료된 후, 상기 배기공을 통해 상기 캐비티의 내부로 220℃이상 온도의 공기를 6 bar의 압력으로 주입하는 배기공 내부 세척 공정;상기 배기공을 통해 공기가 주입된 캐비티를 350 ℃ 온도로 10분 동안 가열하는 가열 공정; 및상기 가열 공정이 완료된 캐비티 내부의 공기를 흡입하기 위하여, 상기 배기공을 통해 상기 캐비티 내부의 공기를 10 bar의 압력으로 흡입하는 공기 흡입 공정;을 더 포함하는, 히팅 센서부를 제어하여 열경화성 수지의 사출 성형시 발생하는 가스를 배출하기 위한 방법. |
| 1 | 제 1항에 있어서, 상기 제 1 온도 제어 공정은, 상기 핫 러너에 수지를 공급하는 매니폴드의 노즐에 장착되며, 상기 매니폴드의 노즐의 바디에 배치된 상기 제 1 히터로 일정 전압을 가지는 교류 전원을 공급하는 공정;및상기 제 1 히터로 제 1 싸이클 작동하는 동안 교류 전원을 공급하고, 상기 제 1 히터로 제 2 싸이클 동안 교류 전원의 공급을 차단하는 과정을 반복하는 공정;을 포함하는, 히팅 센서부를 제어하여 열경화성 수지의 사출 성형시 발생하는 가스를 배출하기 위한 방법. |
| 1 | 제 1항에 있어서, 상기 제 2 히터는상기 배기공에 연결되는 배기통로가 형성되는 밸브하우징의 둘레부를 따라 복수개 구비된 링형태의 열선을 포함하며, 상기 열선의 두께는 0.03mm ~ 1.3mm 이며, 상기 열선에 공급되는 전원은 85V~265V 범위의 교류 전압이며, 상기 열선으로 요구되는 온도는 200℃~250℃인 것을 특징으로 하는, 히팅 센서부를 제어하여 열경화성 수지의 사출 성형시 발생하는 가스를 배출하기 위한 방법. |
| 1 | 삭제 |
| 1 | 제 1 항에 있어서, 상기 공기 흡입 공정에서, 상기 공기가 흡입되는 동안 상기 배기공의 외부에 연결된 히팅 센서를 이용하여 상기 배기공의 온도를 센싱하는 제 3 온도 센싱 공정;및상기 제 3 온도 센싱 공정을 통해 센싱된 상기 배기공의 온도가 220℃보다 낮은 경우, 상기 배기공에 연결된 제 2 히터의 온도를 제어하여 상기 배기공의 온도를 220℃보다 높게 상승시키는 제 3 온도 제어 공정;을 포함하는, 히팅 센서부를 제어하여 열경화성 수지의 사출 성형시 발생하는 가스를 배출하기 위한 방법. |
| 1 | 전체 100 중량%를 기준으로 34 내지 70중량%의 열경화성 수지와 14 내지 20 중량%의 페라이트 분말을 포함하는 원재료를 혼합 및 교반하여 3500 내지 6000cP의 점도를 갖도록 열경화성 합성수지를 제조하는 합성수지 제조부; 포드컵 #4 점도계로 7초 미만의 점도를 갖고, 230℃ 이상의 비점을 갖는 코팅액을 5 내지 6 bar의 압력으로 핫 러너 입구에 삽입하여 상기 핫 러너의 유로에 흘려보내 상기 코팅액을 상기 핫 러너의 내부에 코팅하고, 상기 코팅된 핫 러너를 300 ℃ 온도로 1시간 동안 가열하여 코팅막을 형성하는 코팅부;상기 핫 러너에 연결된 노즐을 통해 상기 열경화성 합성수지를 캐비티 내부로 토출시키는 합성수지 토출 공정부;상기 캐비티 내부로 상기 열경화성 합성수지가 공급되는 동안 상기 노즐의 온도를 센싱하는 제 1 온도 센싱부;상기 노즐의 온도가 소정의 온도로 유지될 수 있도록, 상기 노즐에 연결된 제 1 히터를 제어하여 상기 센싱된 노즐의 온도를 조절하는 제 1 온도 제어부;상기 캐비티 내부로 상기 열경화성 합성수지가 공급되면서 발생하는 가스를 상기 캐비티의 상부 금형을 관통하여 형성된 배기공을 통해 흡입하는 가스 흡입부; 상기 가스가 흡입되는 동안 상기 배기공의 외부에 연결된 히팅 센서를 이용하여 상기 캐비티 내부에 발생된 가스를 흡입하는 상기 배기공의 온도를 센싱하는 제 2 온도 센싱부;상기 제 2 온도 센싱부를 통해 센싱된 상기 배기공의 온도가 220℃보다 낮은 경우, 상기 배기공에 연결된 제 2 히터의 온도를 제어하여 상기 배기공의 온도를 220℃보다 높게 상승시키는 제 2 온도 제어부;상기 합성수지 토출 공정이 완료되어 상기 열경화성 합성수지의 성형이 완료된 후, 상기 배기공을 통해 상기 캐비티의 내부로 220℃이상 온도의 공기를 6 bar의 압력으로 주입하는 배기공 내부 세척부;상기 배기공을 통해 공기가 주입된 캐비티를 350 ℃ 온도로 10분 동안 가열하는 가열 공정부; 및상기 가열 공정이 완료된 캐비티 내부의 공기를 흡입하기 위하여, 상기 배기공을 통해 상기 캐비티 내부의 공기를 10 bar의 압력으로 흡입하는 공기 흡입부;를 포함하는, 히팅 센서부를 제어하여 열경화성 수지의 사출 성형시 발생하는 가스를 배출하기 위한 장치. |