| 번호 | 청구항 |
|---|---|
| 5 | 제1항에 있어서,상기 열경화성 수지는 에폭시 수지인 것인, 고열전도성 복합재료. |
| 6 | 제1항에 있어서,상기 프리프레그의 두께는 0.1 mm 내지 10 mm인 것인, 고열전도성 복합재료. |
| 3 | 제1항에 있어서,상기 복수개의 관통구멍은 3 mm 초과 30 mm 이하의 간격으로 그래파이트 시트에 형성된 것인, 고열전도성 복합재료. |
| 4 | 제1항에 있어서,상기 복수개의 피치계 탄소섬유는 3 mm 내지 15 mm 간격으로 관통된 것인, 고열전도성 복합재료. |
| 2 | 제1항에 있어서,상기 제1 적층체에 포함되는 프리프레그 및 상기 제2 적층체에 포함되는 프리프레그는 각각 1 이상 7 이하로 적층된 것인, 고열전도성 복합재료. |
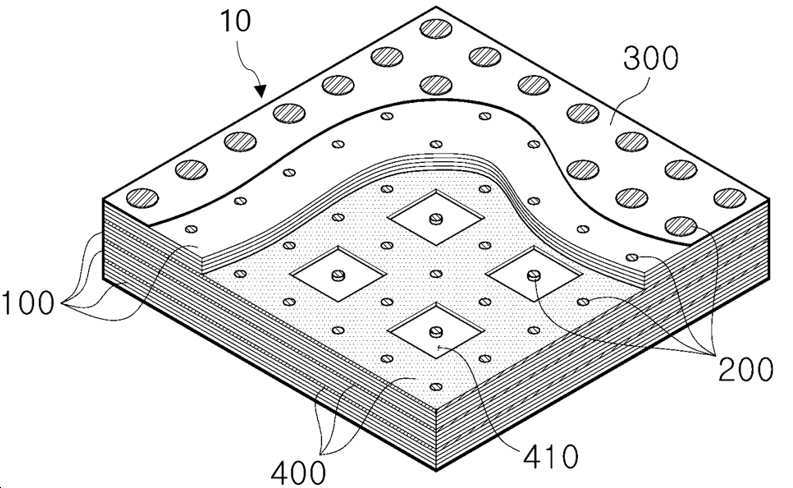
| 1 | 2장의 그래파이트 시트;상기 그래파이트 시트 사이에 위치하고, 폴리아크릴로니트릴계 탄소섬유 및 열경화성 수지를 포함하는 프리프레그가 1 이상 적층된 제1 적층체;상기 그래파이트 시트 및 제1 적층체 사이에 1 이상 적층된 반복단위; 및상기 그래파이트 시트, 제1 적층체 및 반복단위를 적층방향으로 관통하여 양끝단이 돌출된 복수개의 피치계 탄소섬유;를 포함하고,상기 반복단위는 상기 제1 적층체와 인접한 방향으로부터 순차적으로 복수개의 관통구멍을 가진 그래파이트 시트, 및 폴리아크릴로니트릴계 탄소섬유와 열경화성 수지를 포함하는 프리프레그가 1 이상 적층된 제2 적층체를 포함하는 고열전도성 복합재료로서,상기 피치계 탄소섬유는 상기 복수개의 관통구멍을 가진 그래파이트 시트의 관통이 없는 부분 및 관통구멍을 통과하도록 관통되고,상기 피치계 탄소섬유의 돌출된 양끝단은 상기 고열전도성 복합재료의 표면방향으로 절곡된 것인, 고열전도성 복합재료. |
| 7 | 제1항에 있어서,상기 피치계 탄소섬유는 복수개의 가닥으로 이루어지며,상기 피치계 탄소섬유의 돌출된 양끝단은 상기 복수개의 가닥이 방사상 형태로 절곡된 것인, 고열전도성 복합재료. |
| 8 | 제4항에 있어서,상기 피치계 탄소섬유의 돌출된 양끝단의 길이는 각각 상기 복수개의 피치계 탄소섬유의 간격과 같거나 짧으며, 2 mm 내지 8 mm인 것인, 고열전도성 복합재료. |
| 9 | 제1 그래파이트 시트 상에, 폴리아크릴로니트릴계 탄소섬유 및 열경화성 수지를 포함하는 프리프레그를 1 이상 적층하여 제1 적층체를 적층하는 단계;상기 제1 적층체 상에, 복수개의 관통구멍을 가진 그래파이트 시트, 및 폴리아크릴로니트릴계 탄소섬유와 열경화성 수지를 포함하는 프리프레그를 1 이상 적층하여 제조된 제2 적층체를 포함하는 반복단위를 1 이상 적층하는 단계;상기 반복단위 상에 제2 그래파이트 시트를 적층하는 단계;상기 제1 그래파이트 시트, 제1 적층체, 반복단위, 상기 반복단위에 포함되는 상기 복수개의 관통구멍을 가진 그래파이트 시트의 관통이 없는 부분 및 관통구멍; 및 제2 그래파이트 시트를 적층방향으로 관통하여 양끝단이 돌출되도록 복수개의 피치계 탄소섬유를 스티칭하는 단계; 및상기 스티칭된 제1 그래파이트 시트, 제1 적층체, 반복단위 및 제2 그래파이트 시트를 가열하여 경화하면서, 상기 피치계 탄소섬유의 돌출된 양끝단을 압착하여 절곡하는 단계;를 포함하는 제1항의 고열전도성 복합재료의 제조방법. |
| 10 | 제9항에 있어서,상기 경화는 50 ℃ 내지 150 ℃의 온도로 가열하여 수행되는 것인, 고열전도성 복합재료의 제조방법. |