| 번호 | 청구항 |
|---|---|
| 1 | Ti-6Al-4V 합금분말을 완전 용융하기 위한 레이저 관련 공정변수를 설정하는 공정변수설정부;상기 설정된 공정변수에 따라 상기 Ti-6Al-4V 합금분말을 공급하고, 레이저를 조사하여 레이어를 형성하는 레이어형성부;상기 설정된 공정변수를 이용하여 상기 형성된 레이어의 상대밀도 분포 및 경도 분포 데이터베이스를 생성하는 데이터생성부;상기 상대밀도 분포 및 경도 분포 데이터베이스를 등고선도(Contour map)로 나타낸 후 겹침(overlap) 확인을 통해, 상대밀도와 경도가 공통적으로 최대밀도 및 최대경도를 나타내는 최적화 영역을 도출하는 공통영역확인부; 로 구성하되,상기 공정변수설정부에서 설정하는 공정변수는,레이저전력(laser power, P), 스캔속도(scan speed, V), 레이저스팟크기(laser spot size, D) 또는 해칭공간(hatch spacing, H), 및 이송속도(feed rate, R)이고,상기 상대밀도 분포 및 경도 분포 데이터베이스는 x축은 분말 적층 밀도(powder deposition density)이고, y축은 단위면적 당 에너지(Energy per unit area)로 레이블을 설정한 후, 미세조직적 인자로 인한 융합 부족 결함(Lack of fusion)을 나타내는 제1영역(Zone Ⅰ), 건전한 조형체 제조를 위한 최적 영역을 나타내는 제2영역(Zone Ⅱ) 및 과용융(Overmelting)에 따른 기공 형성 영역을 나타내는 제3영역(Zone Ⅲ)을 그래프로 형성하는 것인, 레이저 용융 기반한 고밀도 및 고강도 타이타늄 합금 적층 시스템. |
| 2 | 삭제 |
| 3 | 제 1항에 있어서,상기 분말 적층 밀도(powder deposition density)는 아래 식 2에 의해 계산되는 것을 특징으로 하는 레이저 용융 기반한 고밀도 및 고강도 타이타늄 합금 적층 시스템 : [식 2](여기서, R은 이송속도(feed rate), V는 스캔속도(scan speed), D는 레이저스팟크기(laser spot size), H는 해칭공간(hatch spacing) 임). |
| 4 | 제 1항에 있어서,상기 단위면적 당 에너지(Energy per unit area)는 아래 [식 3]에 의해 계산되는 것을 특징으로 하는 레이저 용융 기반한 고밀도 및 고강도 타이타늄 합금 적층 시스템 : [식 3](여기서, P는 레이저전력(laser power), V는 스캔속도(scan speed), D는 레이저스팟크기(laser spot size), H는 해칭공간(hatch spacing) 임). |
| 5 | 제 1항에 있어서,상기 최적화 영역에서 단위 면적당 유효 에너지(Eeff)는,44 내지 47 J/㎟ 영역인 것을 특징으로 하는 레이저 용융 기반한 고밀도 및 고강도 타이타늄 합금 적층 시스템. |
| 6 | 제 1항에 있어서,상기 최적화 영역에서 유효 분말 적층 밀도(PDDeff)는,0.002 내지 0.0025 g/㎟ 영역인 것을 특징으로 하는 레이저 용융 기반한 고밀도 및 고강도 타이타늄 합금 적층 시스템. |
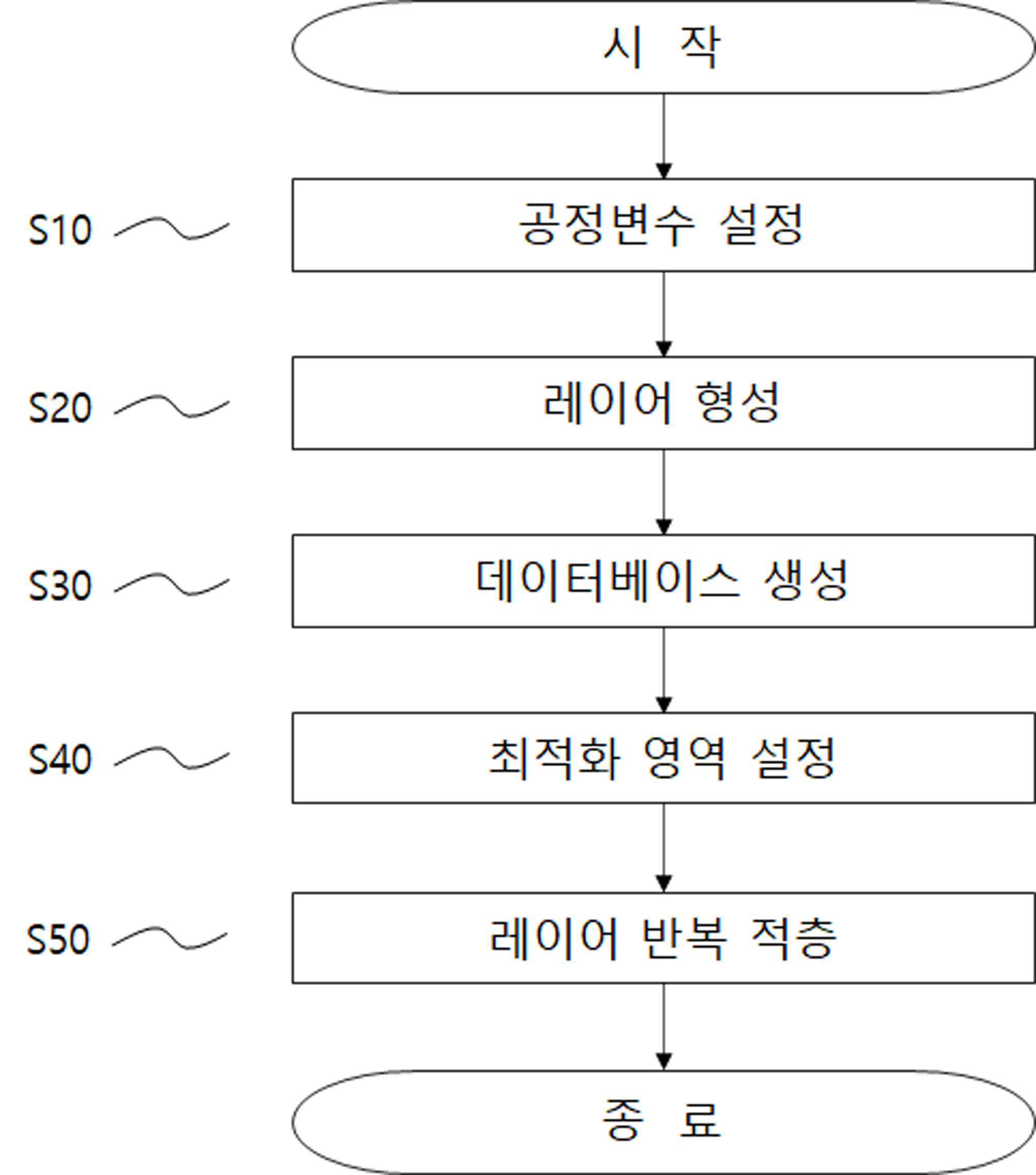
| 7 | 공정변수설정부가 Ti-6Al-4V 합금분말을 완전 용융하기 위한 레이저 관련 공정변수 설정하는 제1단계;레이어형성부가 상기 설정된 공정변수에 따라 상기 Ti-6Al-4V 합금분말을 공급하고, 레이저를 조사하여 레이어를 형성하는 제2단계;데이터생성부가 상기 설정된 공정변수를 이용하여 상기 형성된 레이어의 상대밀도 분포 및 경도 분포 데이터베이스를 생성하는 제3단계;공통영역확인부가 상기 상대밀도 분포 및 경도 분포 데이터베이스를 등고선도(Contour map)로 나타낸 후 겹침(overlap) 확인을 통해, 상대밀도와 경도가 공통적으로 최대밀도 및 최대경도를 나타내는 최적화 영역을 도출하는 제4단계;상기 도출된 최적화 영역에 따라, 레이저형성부가 적층 조형물이 완성될 때까지 레이저를 조사하여 레이어를 반복 적층하는 제5단계; 를 포함하고,레이저전력(laser power, P), 스캔속도(scan speed, V), 레이저스팟크기(laser spot size, D) 또는 해칭공간(hatch spacing, H), 및 이송속도(feed rate, R)이고,상기 상대밀도 분포 및 경도 분포 데이터베이스는 x축은 분말 적층 밀도(powder deposition density)이고, y축은 단위면적 당 에너지(Energy per unit area)로 레이블을 설정한 후, 미세조직적 인자로 인한 융합 부족 결함(Lack of fusion)을 나타내는 제1영역(Zone Ⅰ), 건전한 조형체 제조를 위한 최적 영역을 나타내는 제2영역(Zone Ⅱ) 및 과용융(Overmelting)에 따른 기공 형성 영역을 나타내는 제3영역(Zone Ⅲ)을 그래프로 형성하는 것인, 레이저 용융 기반한 고밀도 및 고강도 타이타늄 합금 적층 조형물 제조방법. |
| 8 | 제 7항에 있어서,상기 상대밀도 분포 및 경도 분포 데이터베이스는,x축은 분말 적층 밀도(powder deposition density)이고, y축은 단위면적 당 에너지(Energy per unit area)로 레이블을 설정하는 것을 특징으로 하는 레이저 용융 기반한 고밀도 및 고강도 타이타늄 합금 적층 조형물 제조방법. |
| 9 | 제 8항에 있어서,상기 분말 적층 밀도(powder deposition density)는 아래 [식 2]에 의해 계산되는 것을 특징으로 하는 레이저 용융 기반한 고밀도 및 고강도 타이타늄 합금 적층 조형물 제조방법 : [식 2](여기서, R은 이송속도(feed rate), V는 스캔속도(scan speed), D는 레이저스팟크기(laser spot size), H는 해칭공간(hatch spacing) 임). |
| 10 | 제 8항에 있어서,상기 단위면적 당 에너지(Energy per unit area)는 아래 [식 3]에 의해 계산되는 것을 특징으로 하는 레이저 용융 기반한 고밀도 및 고강도 타이타늄 합금 적층 조형물 제조방법 : [식 3](여기서, P는 레이저전력(laser power), V는 스캔속도(scan speed), D는 레이저스팟크기(laser spot size), H는 해칭공간(hatch spacing) 임). |
| 11 | 제 7항에 있어서,상기 제4단계에서 상기 최적화 영역에서 단위 면적당 유효 에너지(Eeff)는,44 내지 47 J/㎟ 영역인 것을 특징으로 하는 레이저 용융 기반한 고밀도 및 고강도 타이타늄 합금 적층 조형물 제조방법. |
| 12 | 제 7항에 있어서,상기 제4단계에서 상기 최적화 영역에서 유효 분말 적층 밀도(PDDeff)는,0.002 내지 0.0025 g/㎟ 영역인 것을 특징으로 하는 레이저 용융 기반한 고밀도 및 고강도 타이타늄 합금 적층 조형물 제조방법. |