| 번호 | 청구항 |
|---|---|
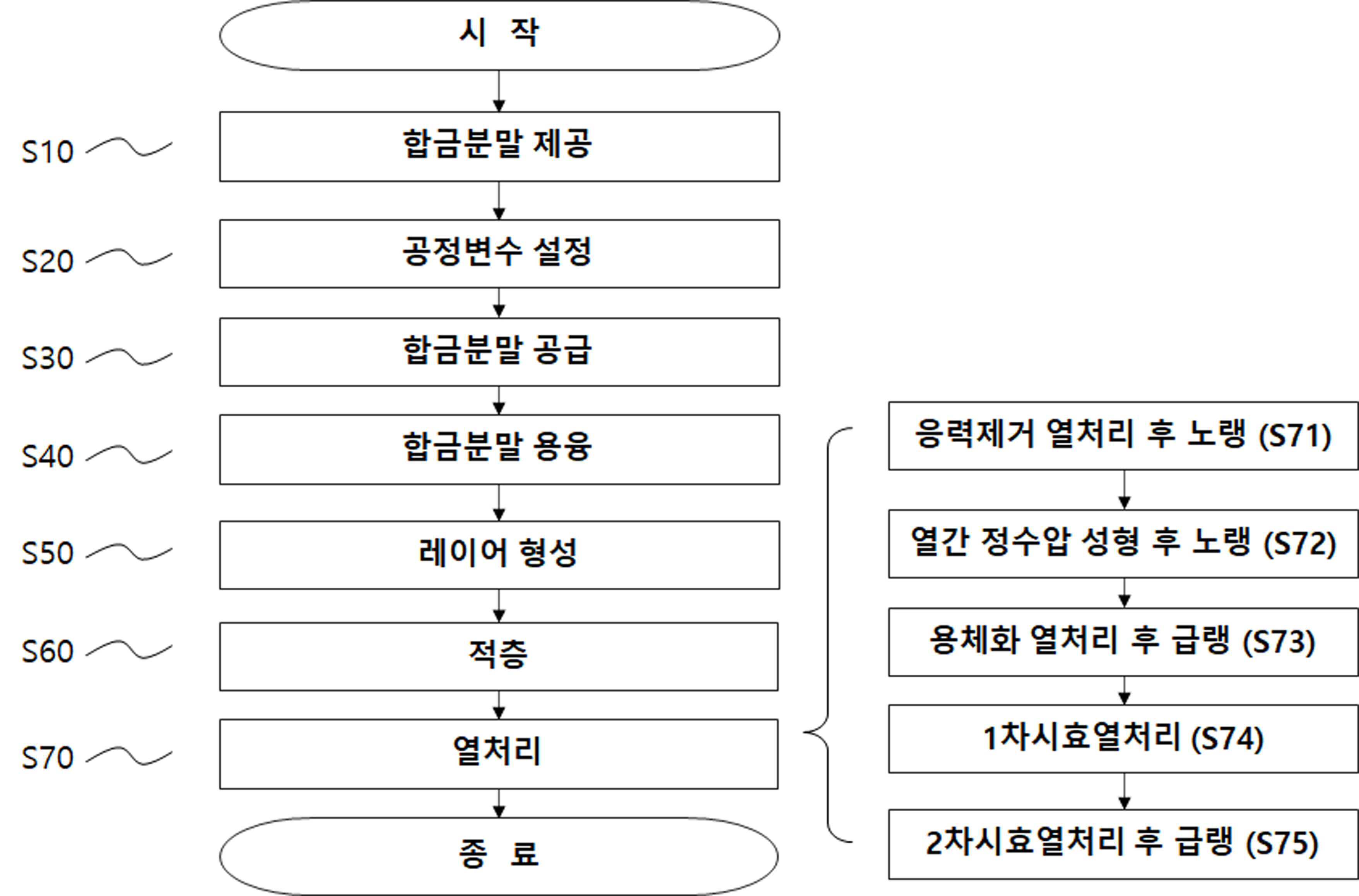
| 1 | 레이저 분말소결방식(L-PBF)을 이용한 적층 가공 방법에 있어서,가스분사법으로 제조된 Inconel 718 합금분말을 제공하는 제1단계;레이저 분말소결방식(L-PBF)을 위한 공정변수를 설정하는 제2단계;상기 Inconel 718 합금분말을 공급하는 제3단계;조형광원을 선택적으로 조사하여 상기 Inconel 718 합금분말을 용융시키는 제4단계;상기 용융된 Inconel 718 합금분말을 이용하여, Inconel 718 소재의 하나의 레이어를 형성하는 제5단계;상기 Inconel 718 소재의 입체 조형물이 완성될 때까지 상기 제3단계 내지 제5단계를 반복하여 적층하는 제6단계; 및상기 적층된 입체 조형물을 열처리하는 제7단계; 를 포함하여 이루어지고,상기 제2단계의 공정변수는 150 내지 170 W의 레이저 전력 및 750 내지 850 mm/s의 스캔속도로 설정하고, 레이저가 이동하는 레이저 스캔 경로 사이의 간격인 해칭 공간(hatching space)을 20 내지 30 ㎛이고, 레이어 두께(layer thickness)를 20 내지 30 ㎛로 설정하고,상기 제7단계는,600 내지 700 ℃에서 7.5 내지 8.5 시간 동안 응력제거 열처리 후, 상온(24 내지 26 ℃)까지 노랭(furnace cooling)하는 제7-1단계;1,150 내지 1,250 ℃에서 900 내지 1,100 bar의 압력으로 3.5 내지 4.5 시간 동안 열간 정수압 성형(Hot Isostatic Pressing: HIP)처리 후, 상온 (24 내지 26 ℃)까지 노랭(furnace cooling)하는 제7-2단계;1,190 내지 1,200 ℃에서 3.5 내지 4.5 시간 동안 용체화열처리(solution heat treatment, SHT) 후, 상온 (24 내지 26 ℃)까지 급랭(direct quenching)하는 제7-3단계;715 내지 720 ℃에서 7.5 내지 8.5 시간 동안 1차 시효열처리(aging heat treatment) 하는 제7-4단계; 및625 내지 630 ℃에서 7.5 내지 8.5 시간 동안 2차 시효열처리(aging heat treatment) 후 급랭(direct quenching) 하는 제7-5단계;이고,수평면과 제조된 Inconel 718 합금 적층 조형물의 장축사이의 예각인 적층방향이 수평하도록 설정하는 것을 특징으로 하는 저온 인장특성이 우수한 Inconel 718 합금 적층 조형물 제조방법. |
| 2 | 삭제 |
| 3 | 삭제 |
| 4 | 삭제 |
| 5 | 삭제 |
| 6 | 삭제 |
| 7 | 상기 제1항에 의한 레이저 분말소결방식(L-PBF)을 이용한 적층 가공 방법에 의해 제조하되,150 내지 170 W의 레이저 전력 및 750 내지 850 mm/s의 스캔속도로 제어하고,레이저가 이동하는 레이저 스캔 경로 사이의 간격인 해칭 공간(hatching space)을 20 내지 30 ㎛로 제어되고,적층 시 하나의 레이어 두께(layer thickness)는 20 내지 40 ㎛이고,25 ℃의 인장강도가 900 내지 1,000 MPa 이며,25 ℃의 연신율이 5.2% 이상으로 제조되고,-140 ℃의 저온 인장강도(tensile strength)가 1,550 내지 1,600 MPa 이고,-140 ℃의 저온 항복강도(yield strength)가 1,080 내지 1,100 MPa 이며,-140 ℃의 저온 연신율(elongation)이 17.2% 이상이고,수평면과 제조된 Inconel 718 합금 적층 조형물의 장축사이의 예각인 적층방향이 수평하도록 설정되어 제조되는 것을 특징으로 하는 저온 인장특성이 우수한 Inconel 718 합금 적층 조형물. |
| 8 | 삭제 |
| 9 | 삭제 |
| 10 | 삭제 |
| 11 | 삭제 |
| 12 | 삭제 |
| 13 | 삭제 |
| 14 | 삭제 |
| 15 | 삭제 |