| 번호 | 청구항 |
|---|---|
| 1 | (i) 모선과 중심축이 이루는 각도가 5° ~ 10°인 원뿔대 형상의 일단을 가지는 마그네슘 합금 빌렛을 제조하는 단계; 및 (ii) 상기 마그네슘 합금 빌렛을 열간 압출하는 단계;를 포함하는 마그네슘 합금 압출재의 제조방법. |
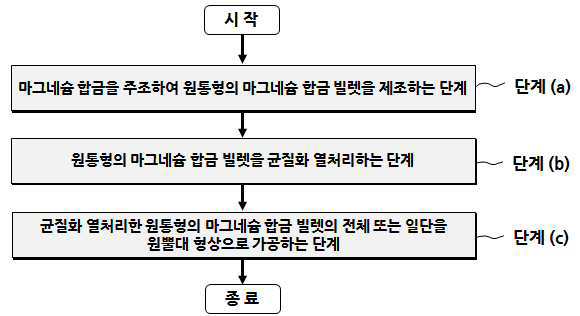
| 2 | 제1항에 있어서, 상기 단계 (i)는, (a) 마그네슘 합금을 용융 후 주조하여 원통형의 마그네슘 합금 빌렛을 제조하는 단계; (b) 상기 단계 (a)에서 제조된 마그네슘 합금 빌렛을 균질화 열처리하고 냉각하는 단계; 및 (c) 상기 단계 (b)에서 균질화 열처리된 마그네슘 합금 빌렛을 가공하여 모선과 중심축이 이루는 각도가 5° ~ 10°인 원뿔대 형상의 일단을 가지는 마그네슘 합금 빌렛을 제조하는 단계;를 포함하는 것을 특징으로 하는 마그네슘 합금 압출재의 제조방법. |
| 3 | 제2항에 있어서, 상기 단계 (b)에서, 마그네슘 합금 빌렛을 350 ~ 550 oC에서 0.5 ~ 72시간 동안 균질화 열처리를 수행한 후 수냉을 하는 것을 특징으로 하는 마그네슘 합금 압출재의 제조방법. |
| 4 | 삭제 |
| 5 | 제1항에 있어서, 상기 단계 (i)는, (A) 마그네슘 합금을 용융 후 주조하여 모선과 중심축이 이루는 각도가 5° ~ 10°인 원뿔대 형상의 일단을 가지는 마그네슘 합금 빌렛을 제조하는 단계; 및 (B) 상기 단계 (A)에서 제조된 마그네슘 합금 빌렛을 균질화 열처리하고 냉각하는 단계;를 포함하는 것을 특징으로 하는 마그네슘 합금 압출재의 제조방법. |
| 6 | 삭제 |
| 7 | 제5항에 있어서, 상기 단계 (B)에서, 마그네슘 합금 빌렛을 350 ~ 550 oC에서 0.5 ~ 72시간 동안 균질화 열처리를 수행한 후 수냉을 하는 것을 특징으로 하는 마그네슘 합금 압출재의 제조방법. |
| 8 | 제1항에 있어서, 상기 단계 (ii)에서, 원뿔대의 윗면이 출구 방향으로 향한 상태로 마그네슘 합금 빌렛을 열간 압출하는 것을 특징으로 하는 마그네슘 합금 압출재의 제조방법. |
| 9 | 제1항에 있어서, 상기 단계 (ii)에서, 원뿔대의 밑면이 출구 방향으로 향한 상태로 마그네슘 합금 빌렛을 열간 압출하는 것을 특징으로 하는 마그네슘 합금 압출재의 제조방법. |
| 10 | 제1항에 있어서, 상기 단계 (ii)에서, 마그네슘 합금 빌렛을 200 ~ 450 oC의 압출 온도에서 열간 압출하는 것을 특징으로 하는 마그네슘 합금 압출재의 제조방법. |
| 11 | 제1항 내지 제3항, 제5항 및 제7항 내지 제10항 중 어느 한 항에 따른 제조방법에 의해 제조된 마그네슘 합금 압출재. |