| 번호 | 청구항 |
|---|---|
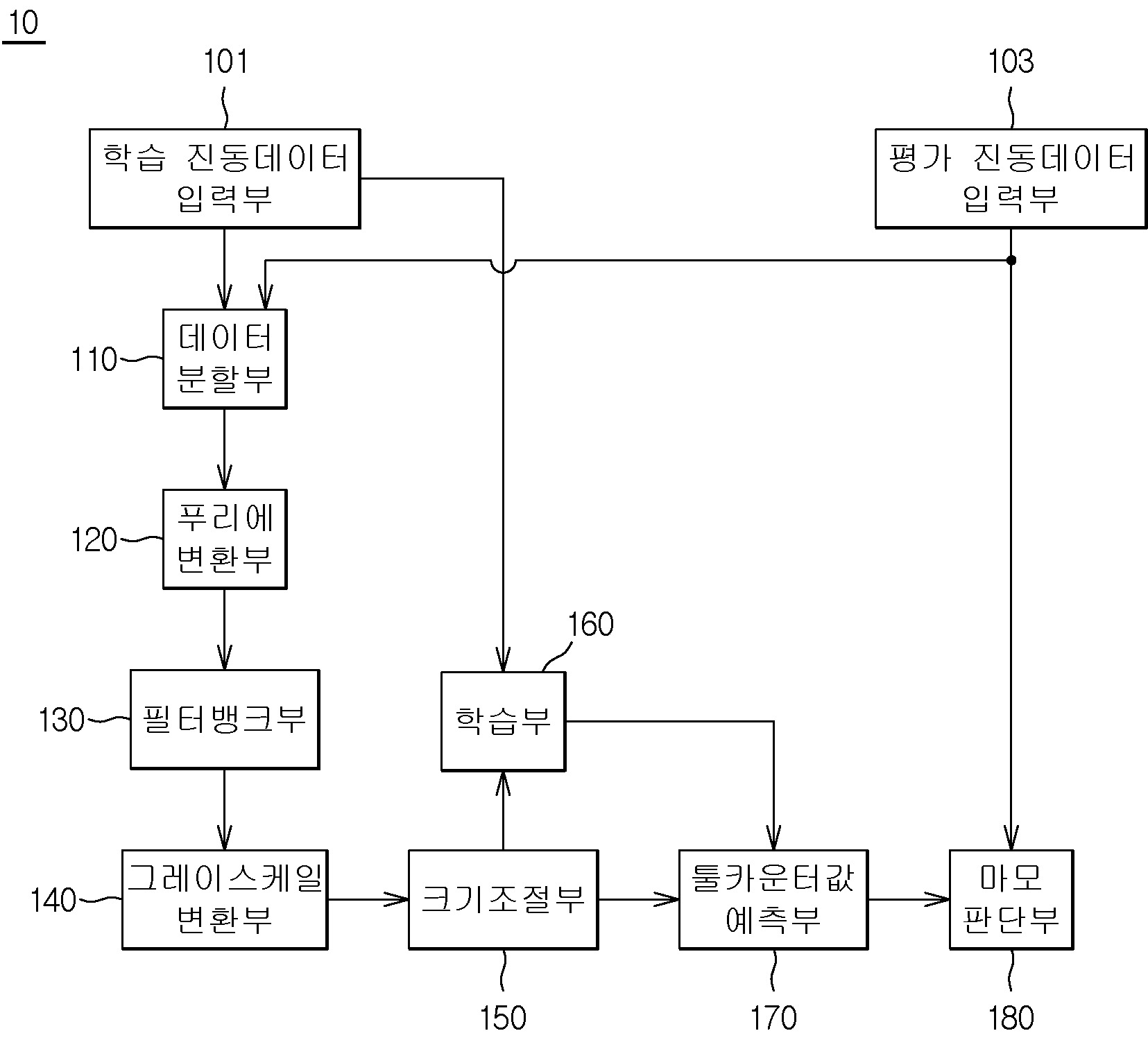
| 1 | 툴카운터값에 따라 구분되는 복수의 시점에 대응되는 복수 개의 측정값을 포함하는 학습 진동데이터를 입력받는 학습 진동데이터 입력부;상기 학습 진동데이터에 포함된 복수의 시점에 대응되는 복수 개의 측정값을 푸리에 변환에 적용하여 주파수 스펙트럼으로 변환하는 푸리에 변환부;상기 주파수 스펙트럼을 멜 필터 뱅크에 통과시킴에 따라 복수의 시점 및 복수의 주파수 각각에 대응되는 필터뱅크별 에너지값으로 구성된 스펙트로그램 이미지를 생성하는 필터뱅크부; 및상기 스펙트로그램 이미지와 상기 학습 진동데이터에 대응되는 툴카운터값을 기설정된 CNN 모델에 입력하여 상기 CNN 모델을 학습시키는 학습부;를 포함하는 진동데이터에 기초한 CNC 공작기계의 공구 마모도 측정 장치. |
| 2 | 제1항에 있어서,상기 학습 진동데이터에 포함된 복수의 시점에 대응되는 복수 개의 측정값에서 상기 복수의 시점 중 첫 번째 시점부터 시간순서대로 기설정된 복수의 시점에 대응되는 복수의 측정값을 추출함에 따라 복수 개의 분할데이터를 생성하는 데이터 분할부;를 더 포함하고,상기 푸리에 변환부는상기 복수 개의 분할데이터 각각을 푸리에 변환에 적용하여 복수 개의 주파수 스펙트럼으로 변환하는 것인 CNC 공작기계의 공구 마모도 측정 장치. |
| 3 | 제1항에 있어서,상기 필터뱅크부에서 상기 학습 진동데이터에 대해 생성한 스펙트로그램 이미지의 필터뱅크별 에너지값을 그레이스케일값으로 변환하며 그레이스케일 이미지를 생성하는 그레이스케일 변환부; 및상기 그레이스케일 이미지의 크기를 기설정된 크기로 변경하여 출력하는 크기조절부;를 더 포함하는 것인 진동데이터에 기초한 CNC 공작기계의 공구 마모도 측정 장치. |
| 4 | 제3항에 있어서,상기 학습부는상기 학습 진동데이터에 대해 상기 크기조절부에서 출력되는 이미지와 상기 학습 진동데이터에 대응되는 툴카운터값을 기설정된 CNN 모델에 입력하여 상기 CNN 모델을 학습시키는 것인 진동데이터에 기초한 CNC 공작기계의 공구 마모도 측정 장치. |
| 5 | 툴카운터값에 따라 구분되는 복수의 시점에 대응되는 복수 개의 측정값을 포함하는 평가 진동데이터를 입력받는 평가 진동데이터 입력부;상기 평가 진동데이터에 포함된 복수의 시점에 대응되는 복수 개의 측정값을 푸리에 변환에 적용하여 주파수 스펙트럼으로 변환하는 푸리에 변환부;상기 주파수 스펙트럼을 멜 필터 뱅크에 통과시킴에 따라 복수의 시점 및 복수의 주파수 각각에 대응되는 필터뱅크별 에너지값으로 구성된 스펙트로그램 이미지를 생성하는 필터뱅크부; 및복수의 시점에 대응되는 복수 개의 측정값을 포함하는 학습 진동데이터를 푸리에 변환하고 멜 필터 뱅크에 통과시킴에 따라 생성된 이미지와 상기 학습 진동데이터에 대응되는 툴카운터값을 입력받아 미리 학습된 CNN 모델에 상기 평가 진동데이터에 대한 스펙트로그램 이미지를 입력하여 예측툴카운터값을 획득하는 툴카운터값 예측부;를 포함하는 진동데이터에 기초한 CNC 공작기계의 공구 마모도 측정 장치. |
| 6 | 제5항에 있어서,상기 예측툴카운터값에 따라 기설정된 복수 개의 마모도 분류값 중 어느 하나를 출력하며 공구의 마모 여부를 판단하는 마모 판단부;를 더 포함하는 CNC 공작기계의 공구 마모도 측정 장치. |
| 7 | 진동데이터에 기초한 CNC 공작기계의 공구 마모도 측정 장치에 의해 수행되는 공구 마모도 측정 방법에 있어서,툴카운터값에 따라 구분되는 복수의 시점에 대응되는 복수 개의 측정값을 포함하는 학습 진동데이터를 입력받는 단계;상기 학습 진동데이터에 포함된 복수의 시점에 대응되는 복수 개의 측정값을 푸리에 변환에 적용하여 주파수 스펙트럼으로 변환하는 단계;상기 주파수 스펙트럼을 멜 필터 뱅크에 통과시킴에 따라 복수의 시점 및 복수의 주파수 각각에 대응되는 필터뱅크별 에너지값으로 구성된 스펙트로그램 이미지를 생성하는 단계;상기 스펙트로그램 이미지와 상기 학습 진동데이터에 대응되는 툴카운터값을 기설정된 CNN 모델에 입력하여 상기 CNN 모델을 학습시키는 단계;툴카운터값에 따라 구분되는 복수의 시점에 대응되는 복수 개의 측정값을 포함하는 평가 진동데이터를 입력받는 단계; 및상기 평가 진동데이터를 푸리에 변환하고 멜 필터 뱅크에 통과시킴에 따른 스펙트로그램 이미지를 상기 CNN 모델에 입력하여 예측툴카운터값을 획득하는 단계;를 포함하는 진동데이터에 기초한 CNC 공작기계의 공구 마모도 측정 방법. |
| 8 | 제7항에 있어서,상기 학습 진동데이터를 입력받는 단계 이후와 상기 주파수 스펙트럼으로 변환하는 단계 이전에 있어서,상기 학습 진동데이터에 포함된 복수의 시점에 대응되는 복수 개의 측정값에서 상기 복수의 시점 중 첫 번째 시점부터 시간순서대로 기설정된 복수의 시점에 대응되는 복수의 측정값을 추출함에 따라 복수 개의 분할데이터를 생성하는 단계;를 더 포함하고,상기 주파수 스펙트럼으로 변환하는 단계는상기 복수 개의 분할데이터 각각을 푸리에 변환에 적용하여 복수 개의 주파수 스펙트럼으로 변환하는 것인 CNC 공작기계의 공구 마모도 측정 방법. |
| 9 | 제7항에 있어서,상기 스펙트로그램 이미지를 생성하는 단계 이후와 상기 CNN 모델을 학습시키는 단계 이전에 있어서,상기 학습 진동데이터에 대해 생성한 스펙트로그램 이미지의 필터뱅크별 에너지값을 그레이스케일값으로 변환하며 그레이스케일 이미지를 생성하는 단계; 및상기 그레이스케일 이미지의 크기를 기설정된 크기로 변경하여 출력하는 단계;를 더 포함하는 진동데이터에 기초한 CNC 공작기계의 공구 마모도 측정 방법. |
| 10 | 제9항에 있어서,상기 CNN 모델을 학습시키는 단계는상기 기설정된 크기로 변경된 그레일스케일 이미지와 상기 학습 진동데이터에 대응되는 툴카운터값을 기설정된 CNN 모델에 입력하여 상기 CNN 모델을 학습시키는 것인 진동데이터에 기초한 CNC 공작기계의 공구 마모도 측정 방법. |
| 11 | 제7항에 있어서,상기 예측툴카운터값을 획득하는 단계 이후에,상기 예측툴카운터값에 따라 기설정된 복수 개의 마모도 분류값 중 어느 하나를 출력하며 공구의 마모 여부를 판단하는 단계;를 더 포함하는 진동데이터에 기초한 CNC 공작기계의 공구 마모도 측정 방법. |