| 번호 | 청구항 |
|---|---|
| 13 | 제10 항에 있어서,상기 소스 금속은, 티타늄이고, 상기 이종 이상의 금속은, 철, 니켈, 크롬, 및 알루미늄 중에서 적어도 어느 하나를 포함하는, 석출강화 합금. |
| 12 | 제11 항에 있어서, 1.25 GPa 이상 내지 1.75 GPa 이하의 인장강도에서, 18 % 이상 내지 23 % 이하의 상기 연신율을 가지는, 석출강화 합금. |
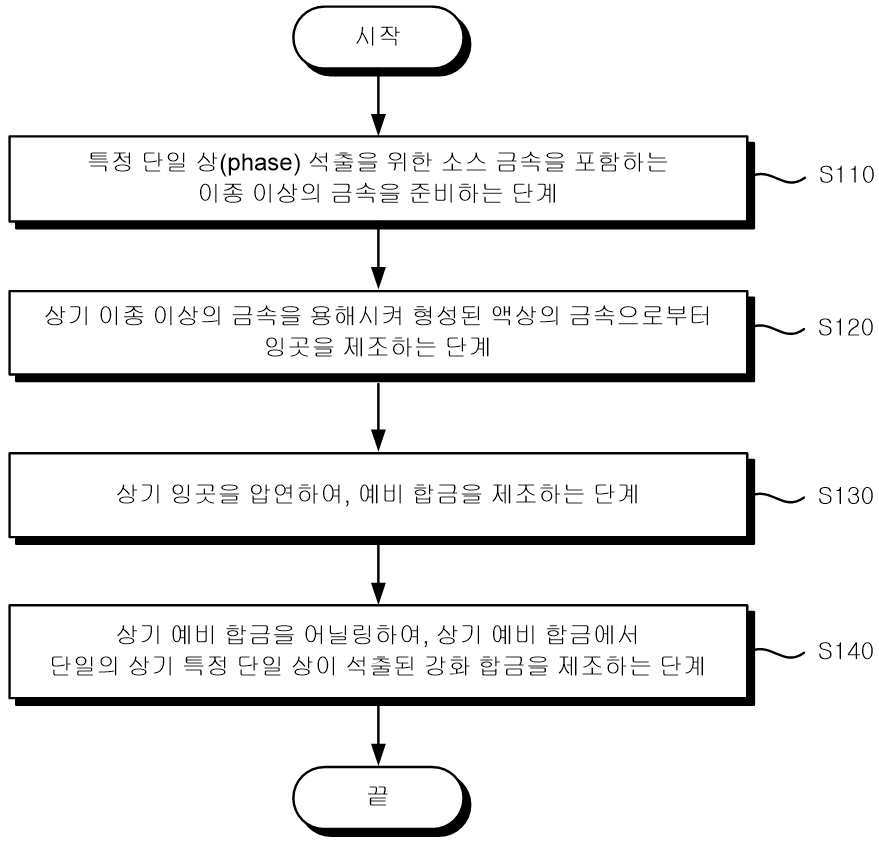
| 1 | 특정 단일 상(phase) 석출을 위한 소스 금속을 포함하는 이종 이상의 금속을 준비하는 단계;상기 이종 이상의 금속을 용해시켜 형성된 액상의 금속으로부터 잉곳을 제조하는 단계;상기 잉곳을 압연하여, 예비 합금을 제조하는 단계; 및상기 예비 합금을 어닐링하여, 상기 예비 합금에서 상기 특정 단일 상이 석출된 석출강화 합금을 제조하는 단계를 포함하는, 석출강화 합금 제조 방법. |
| 2 | 제1 항에 있어서, 상기 이종 이상의 금속을 준비하는 단계는,상기 소스 금속의 함량을 제어하는 단계를 포함하되,상기 소스 금속은, 티타늄이고, 상기 소스 금속의 함량은, 2 at% 이상 내지 3 at% 이하로 제어되는 것을 포함하는, 석출강화 합금 제조 방법. |
| 3 | 제1 항에 있어서, 상기 특정 단일 상은, L12 상을 포함하되,상기 L12 상은, 상기 석출강화 합금의 연신율 및 경도를 증가시키는 것을 포함하는, 석출강화 합금 제조 방법. |
| 4 | 제3 항에 있어서, 상기 석출강화 합금은,1.25 GPa 이상 내지 1.75 GPa 이하의 인장강도에서, 18 % 이상 내지 23 % 이하의 상기 연신율을 가지는 것을 포함하는, 석출강화 합금 제조 방법. |
| 5 | 제1 항에 있어서, 상기 예비 합금은, 제1 예비 합금 및 제2 예비 합금을 포함하되,상기 예비 합금을 제조하는 단계는,상기 잉곳을 열간 압연하여, 상기 제1 예비 합금을 제조하는 단계; 및상기 제1 예비 합금을 냉간 압연하여, 상기 제2 예비 합금을 제조하는 단계를 포함하는, 석출강화 합금 제조 방법. |
| 6 | 제5 항에 있어서, 상기 열간 압연 후에, 상기 열간 압연 보다 높은 온도에서 균질화하고, 제1 �칭(quenching)하여 상기 제1 예비 합금을 제조하는 단계; 및 상기 어닐링 후에, 제2 �칭하여 상기 석출강화 합금을 제조하는 단계를 더 포함하는, 석출강화 합금 제조 방법. |
| 7 | 제1 항에 있어서, 상기 어닐링은,600 ℃ 이상 내지 1,200 ℃ 이하의 온도에서, 1 시간 이상 내지 15 시간 미만의 시간으로 수행되는 것을 포함하는, 석출강화 합금 제조 방법. |
| 8 | 제1 항에 있어서, 상기 액상의 금속은,비활성 기체 분위기에서 형성되는 것을 포함하는, 석출강화 합금 제조 방법. |
| 9 | 제1 항에 있어서,상기 이종 이상의 금속은, 철, 니켈, 크롬, 및 알루미늄 중에서 적어도 어느 하나를 포함하는, 석출강화 합금 제조 방법. |
| 10 | 소스 금속을 포함하는 이종 이상의 금속; 및상기 소스 금속에 의하여 석출된 특정 단일 상을 포함하는, 석출강화 합금. |
| 11 | 제10 항에 있어서,상기 특정 단일 상은, L12 상을 포함하되,상기 L12 상은, 연신율 및 경도를 증가시키는, 석출강화 합금. |